Tying up some loose ends, We still need to finish the wiring at the back of the car, but in the middle of modifying the tail light fixtures for bulb relocation. To that end, in an attempt to keep grounding issues to a minimum, quick disconnect tabs are silver soldered to the tail light housings.

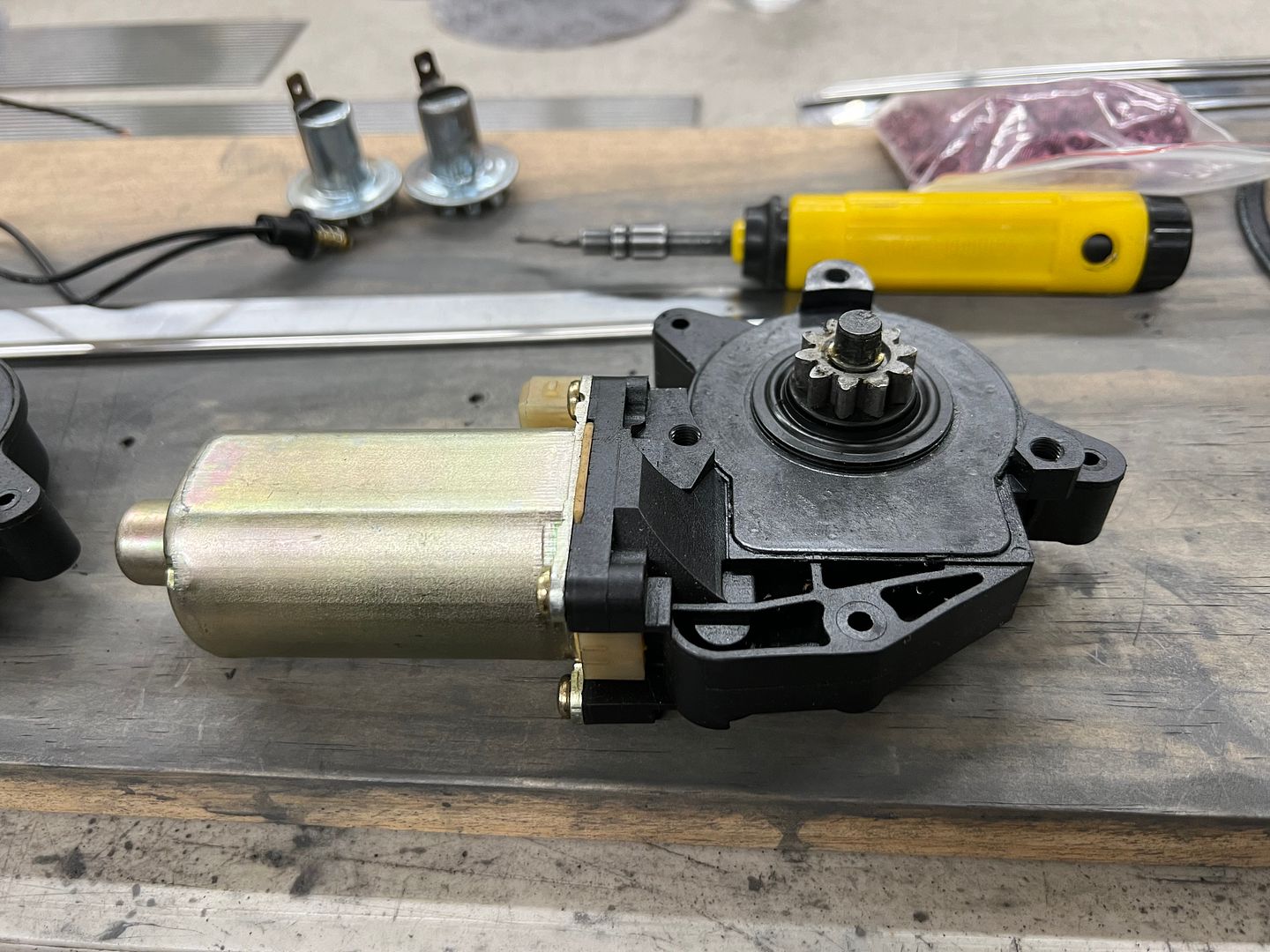
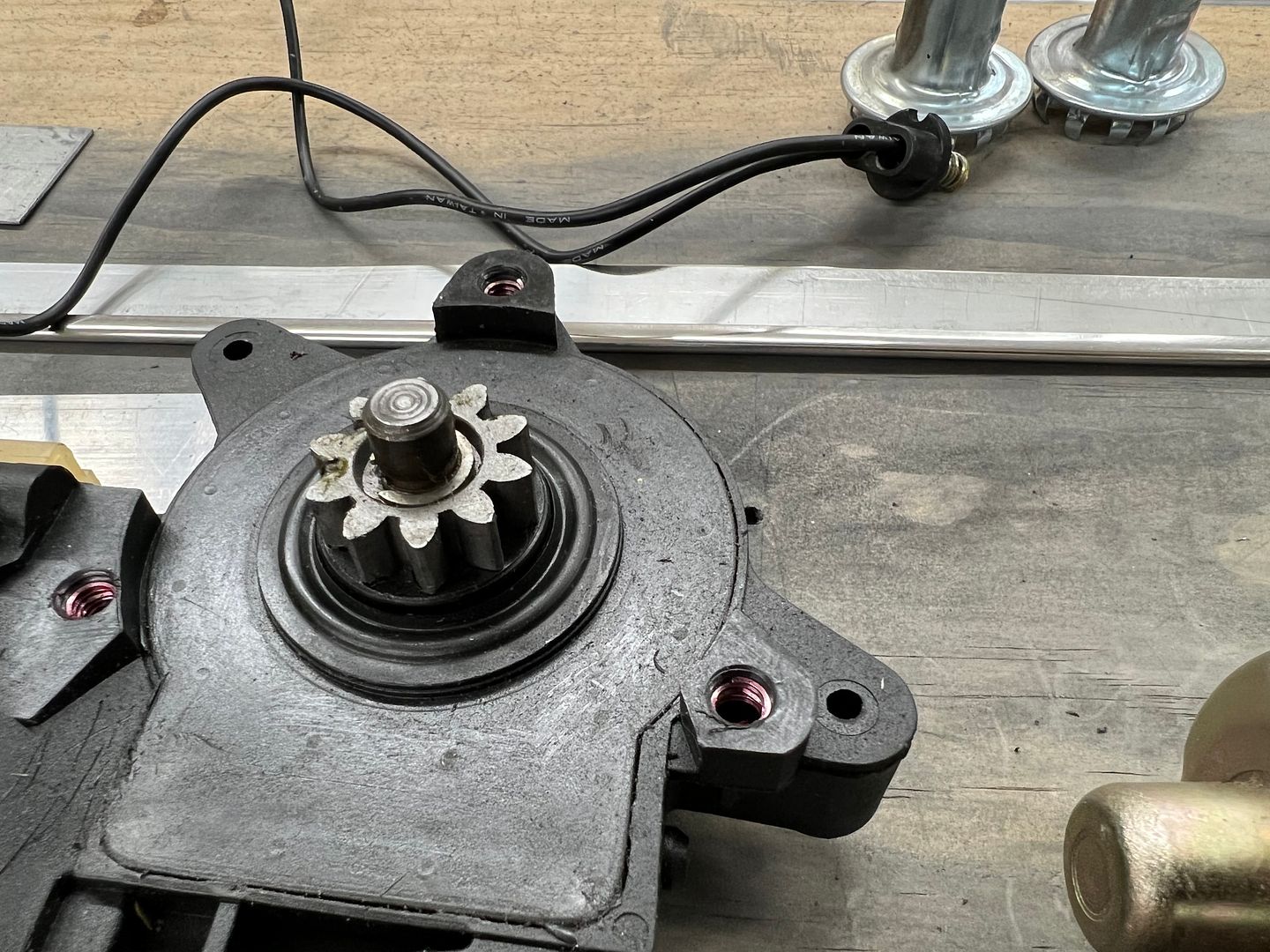
Next, we started the installation of the rear power windows. The rear motors had been mocked up a couple of times and the screw holes in the plastic housings were loose/borderline stripped. So they were drilled and tapped, and 10-32 heli-coils installed for a more permanent solution.
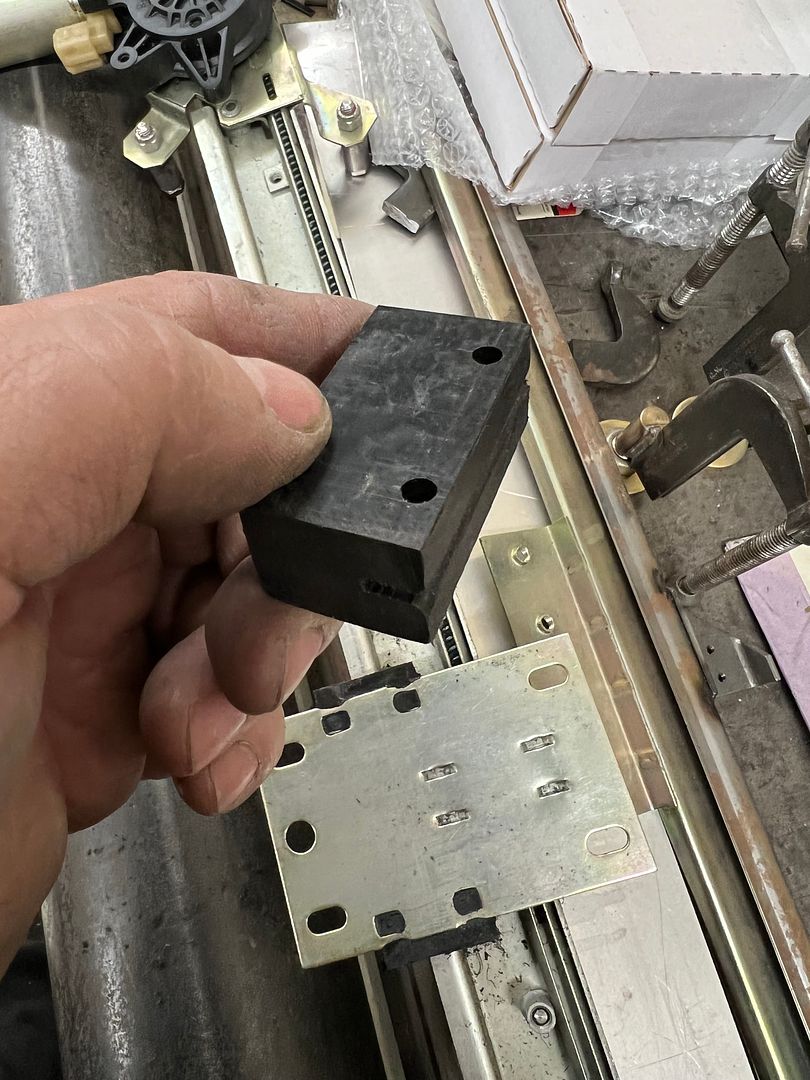
Once the power window track was installed, the OEM stop block for downward travel of the window was found to be useless as the window bottomed out into the wheelwell. Some delrin was cut to size, notched for a snug fit onto the track, and two holes drilled for attachment to the track. Worked well...

 https://www.youtube.com/shorts/vjqXa3sq7D0
https://www.youtube.com/shorts/vjqXa3sq7D0
While here at the rear window, we still needed to drill mounting holes for the shoulder harness through the window garnish moldings. A 1/2-13 bolt was used to fabricate a threaded hole spotter on the lathe, complete with flats for wrench installation.


With garnish molding positioned, a quick tap of the dead blow hammer gives an exact location for the hole.


Next, in order that we don't leave an unfinished hole edge, a punch set was machined for the lathe, complete with stepped shoulders to prevent any movement in the jaws when pressure was applied. This will swage the hole edge for a nice inward flange...
 https://www.youtube.com/watch?v=-ZLbmvCv3kk
https://www.youtube.com/watch?v=-ZLbmvCv3kk



And we had received our new shipment of Cubitron H/L paper from Three Mules Welding Supply for dressing out stainless, so Jared continued prepping our edge trim parts.

Where the hemming process we used with the bead roller isn't an exacting science, we did have some variance in the gap opening that made the prepping process a challenge. In order to get more consistency in gap width, (and thus flange flatness) a new widget tool was fabricated out of 16 gauge to open up those tight spots.

 https://www.youtube.com/shorts/6FTmd8KPPu8
https://www.youtube.com/shorts/6FTmd8KPPu8
.