|
|
|
 01-05-2014, 10:14 PM
01-05-2014, 10:14 PM
|
#1 | ||
|
Registered User
Join Date: Jan 2013
Location: Leonardtown, MD
Posts: 1,636
|
Re: 55 Wagon Progress
Quote:
You got it! All ready for some epoxy inside! Quote:
I think if you find ones rated for stainless steel, you'll find them to last longer and to put much less of a brown cloud in the air for you to breathe. I use these by Sait: 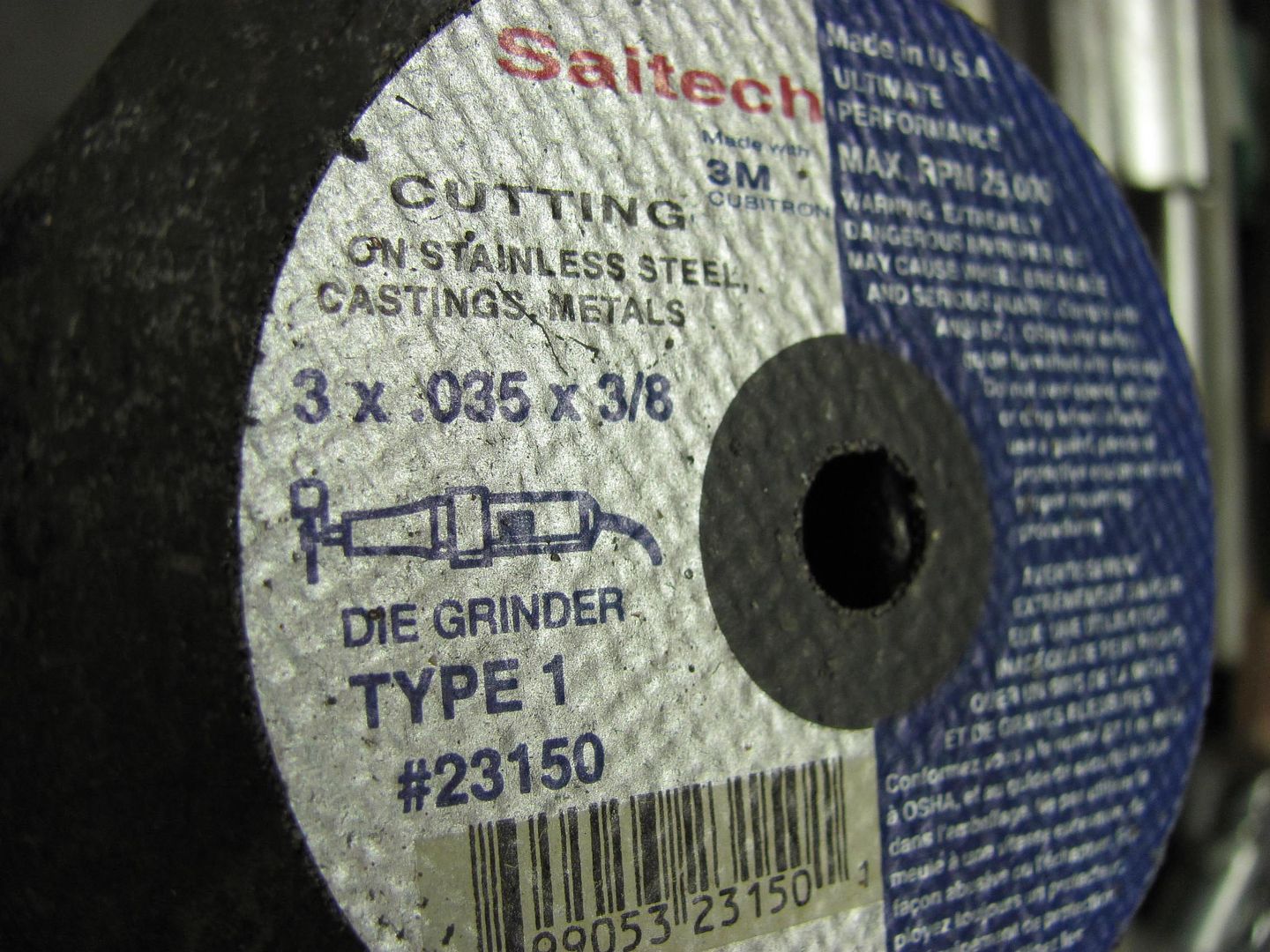 I get them from my local welding supply, Three Mules Welding Supply. Your local welding supply or even online sources should be able to help out. Unsure of the time frame on how long they last, but I've sure slowed down in changing them out since using the stainless rated wheels.
__________________
Robert |
||
|

|
|
01-07-2014, 11:20 AM
|
#2 |
|
Registered User
Join Date: Apr 2003
Location: Indep, MO
Posts: 5,893
|
Re: 55 Wagon Progress
3M Green Corps 4" discs are the BOMB! NOT cheap, but they last like iron. Unless your dumb ass drops them off the bench onto the floor. I use 'em on my air cutoff wheel. I got some pretty good ones at .035 thk for the 4 1/2" electric, name escapes me.
Beeeutiful work, as always.
__________________
Boppa's Old Yeller Truck Build, Old Yeller's New Heart! Project Buzz Bomb Flyin' Low! |
|
|
|
|
01-08-2014, 11:49 PM
|
#3 |
|
Registered User
Join Date: Jan 2013
Location: Leonardtown, MD
Posts: 1,636
|
Re: 55 Wagon Progress
Yeah, I think we all have done the drop, crack, cuss!
 Had a couple hours to spend in the shop this evening, so I decided to mark out the roof for re-repairing.  Then another line was dropped down about 1/4" to be used for the "rough cut". A cutoff wheel was used and then trimmed with the snips. The lower section was trimmed about 1/2" above the drip rail..  To start, a section was marked off just wider than my sheet metal pliers. Then the spot welds, which were visible from the top, were drilled. A cutoff wheel was used to grind through the end(s) of the section being removed. Then the sheet metal pliers used to rock the panel back and forth to break the spot welds loose.  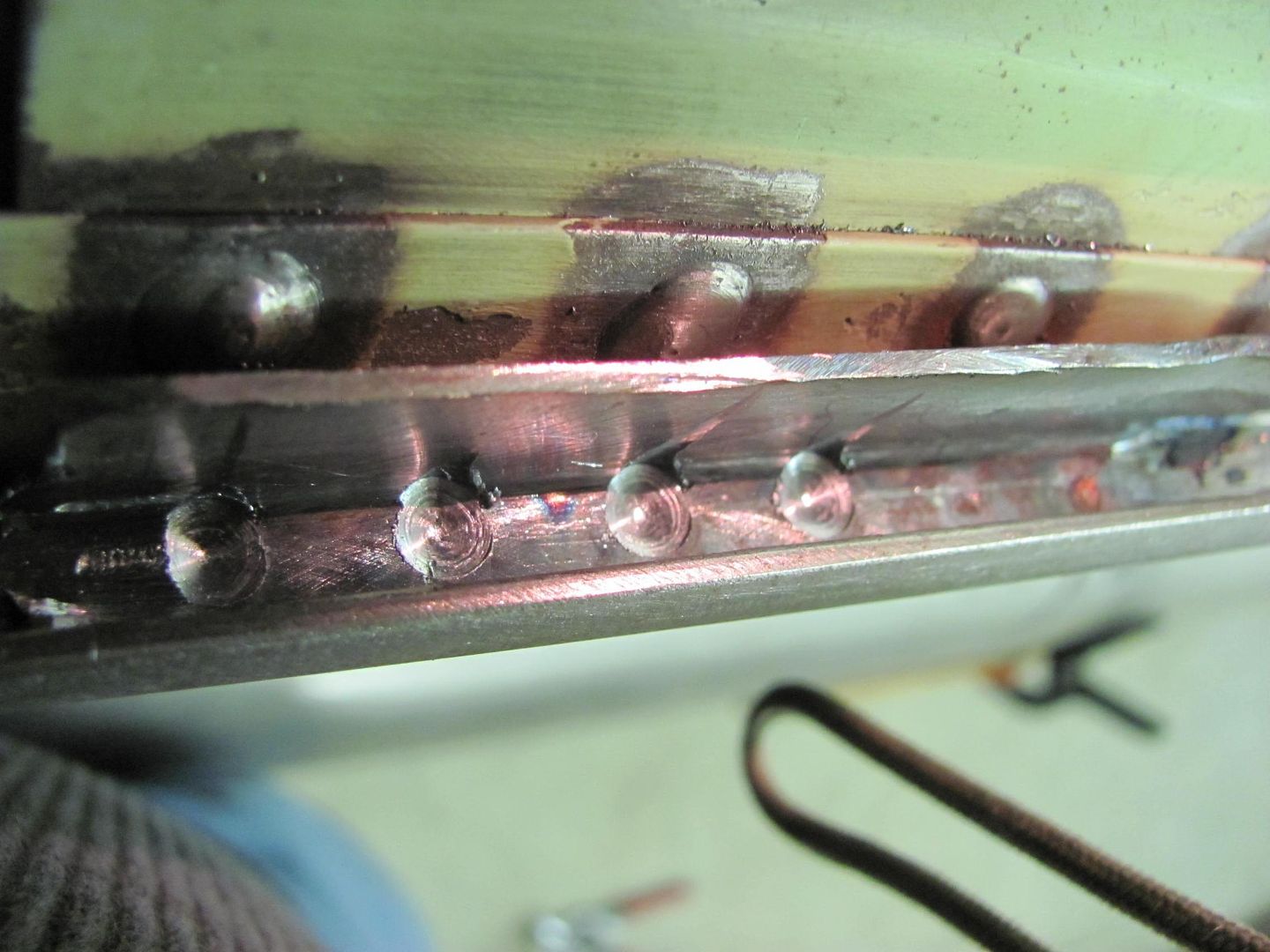  Got about half of it removed, we'll save the rest for later so I can get some primer on the inside of some of the lift gate parts and the roof skin patch.     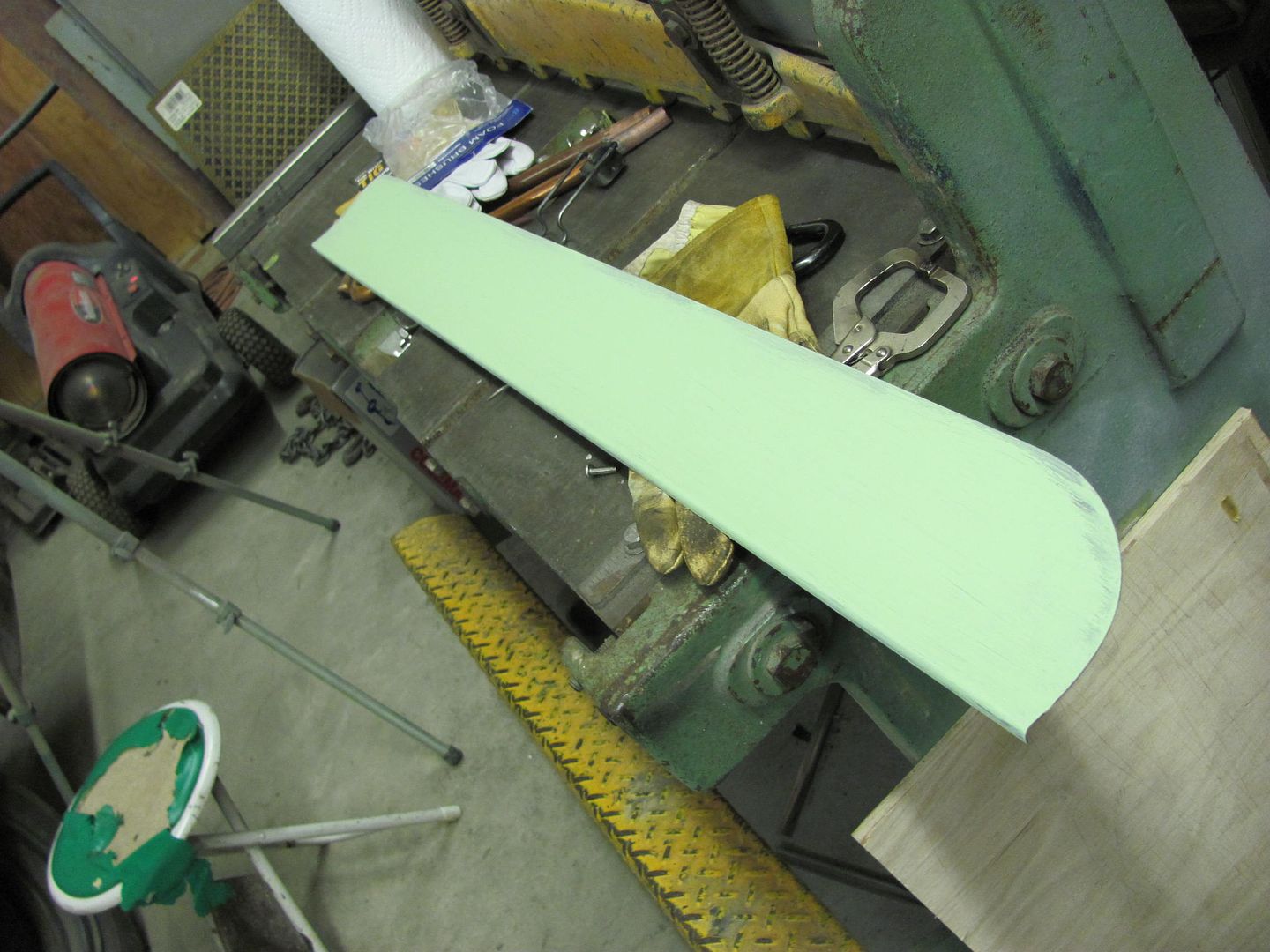
__________________
Robert |
|
|
|
|
01-11-2014, 06:25 PM
|
#4 |
|
Registered User
Join Date: Jan 2013
Location: Leonardtown, MD
Posts: 1,636
|
Re: 55 Wagon Progress
Continuing with the dissecting of the roof.....
 When I got into the section with the old roof, it was difficult to see the spot welds (for drilling) down inside the drip rail. The underside was more accommodating, so the face of the drip rail was marked with the sharpie to use as a reference while drilling...  The lower corners of the opening were trimmed to size so that the roof patch could be clamped down into the drip rail. This will help to get more accurate markings on the roof skin for trimming the rest of the opening.   C-Clamp vise grips added to secure the overlapped panels for marking, then a straightedge used to read the crown of the roof to insure there were no dips or puckers along the top of the joint....  My favorite scribe, a local auction purchase...  Scribing the roof panel  Not much to spare! Trimmed the opening with some offset snips...   Corners touched up with a 1-1/2" drum sander   Clamped in place to hold the shape while we wait for the .023 ER70S-7 to come in. Note the butt weld clamps will be removed at welding for a tight fit-up. 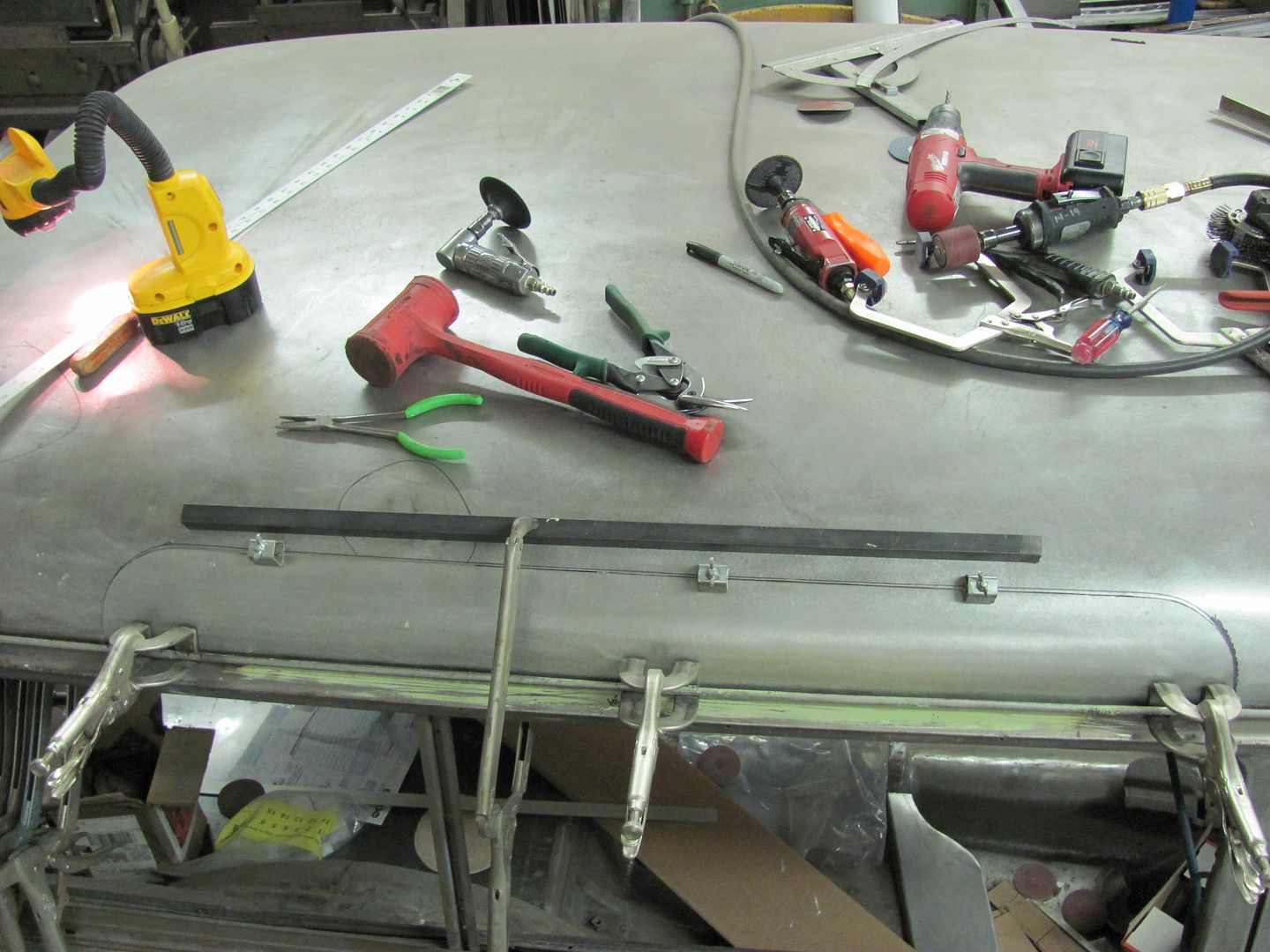 
__________________
Robert |
|
|
|
|
01-11-2014, 06:42 PM
|
#5 |
|
Registered User
 Join Date: May 2007
Location: Deale Md
Posts: 4,663
|
Re: 55 Wagon Progress
How many vise grips do you have.
__________________
James 63 GMC V6 4speed carryall 65 chevy swb bbw V8 auto 68 K20 327/4 speed, buddy buckets 2002 GMC CC Dually Duramax 64 GMC lwb 3/4 V6 4speed SOLD 66 GMC swb bbw buddy buckets SOLD IG duallyjams The only thing that stays the same is constant change! |
|
|
|
|
01-11-2014, 06:55 PM
|
#6 |
|
Registered User
Join Date: Jan 2013
Location: Leonardtown, MD
Posts: 1,636
|
Re: 55 Wagon Progress
Somewhere around 75 pair... when you get welding you need clamps!
__________________
Robert |
|
|
|
|
01-14-2014, 12:30 AM
|
#7 |
|
Registered User
Join Date: Apr 2012
Location: Searcy, AR
Posts: 4,203
|
Re: 55 Wagon Progress
BOMP pointed meto this thread
and I am in debt to him! Thank you very much for sharing your work, it is

__________________
DON Proverbs 27:17  US Air Force Retarded errr Retired My '65 Stepper Build:http://67-72chevytrucks.com/vboard/s...d.php?t=533920 My '60 Rusty Patina Build:http://67-72chevytrucks.com/vboard/s...66#post7402266 My '72 http://67-72chevytrucks.com/vboard/s...59#post7204359 SOLD |
|
|
|
|
01-14-2014, 02:00 PM
|
#8 | |
|
Registered User
Join Date: Jan 2013
Location: Leonardtown, MD
Posts: 1,636
|
Re: 55 Wagon Progress
Thanks for the comments guys..
Quote:
__________________
Robert |
|
|
|
|
|
02-07-2014, 12:05 AM
|
#9 |
|
Registered User
Join Date: Jan 2013
Location: Leonardtown, MD
Posts: 1,636
|
Re: 55 Wagon Progress
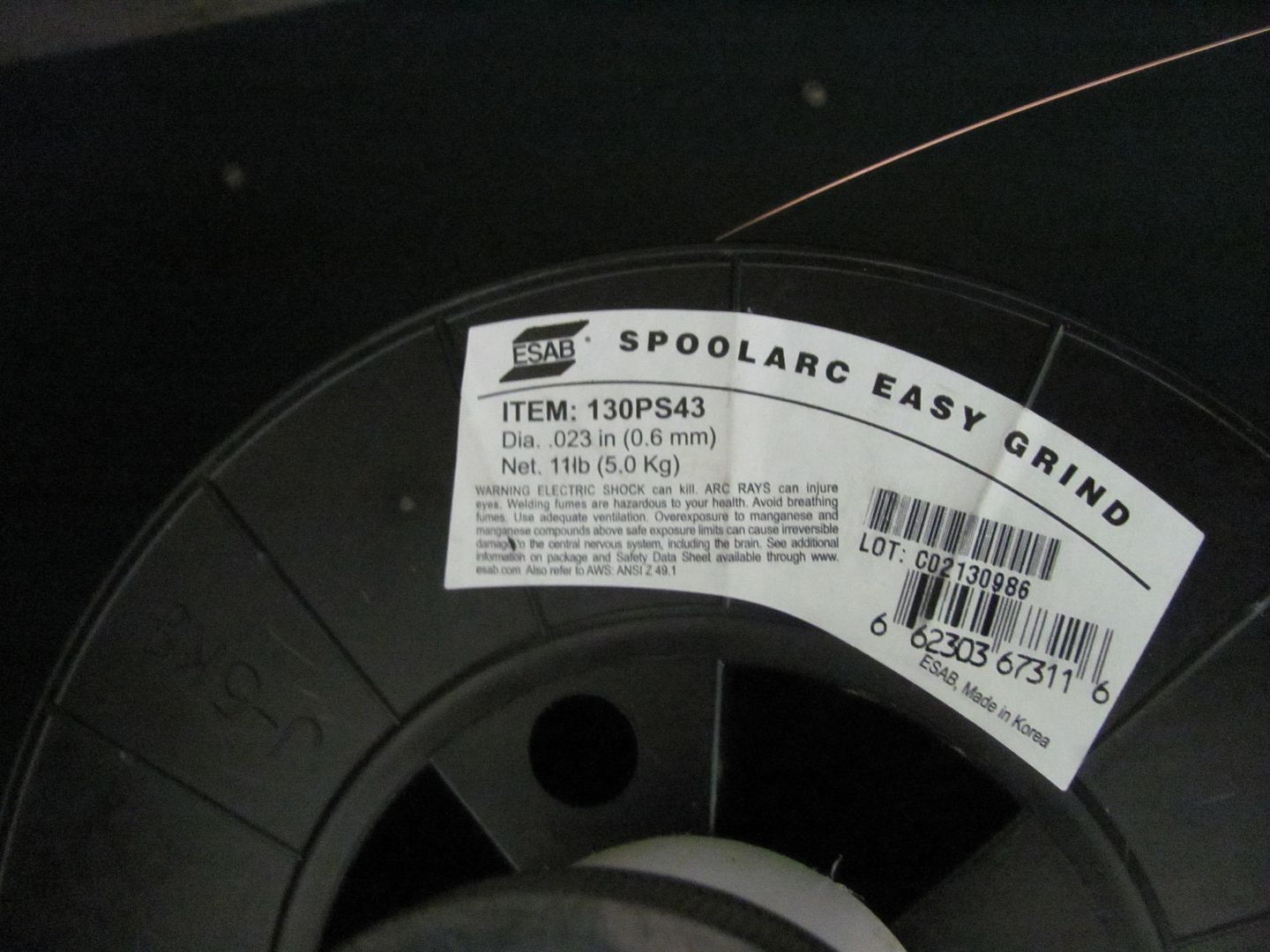
Well today I had a phone call from 3 Mules to tell me the .023 welding wire was in. I had ordered .023 ER70S-7, but what actually showed up was EZ Grind. I guess I was destined to try this stuff out...
 After about 45 minutes of changing wire, rollers, and trying different settings on the machine, we found dialing it in for 3/16 thick steel and using 1/2 second weld "application" showed about the best results.. Seems odd as the metal was 19 ga, or about .038 thick.. 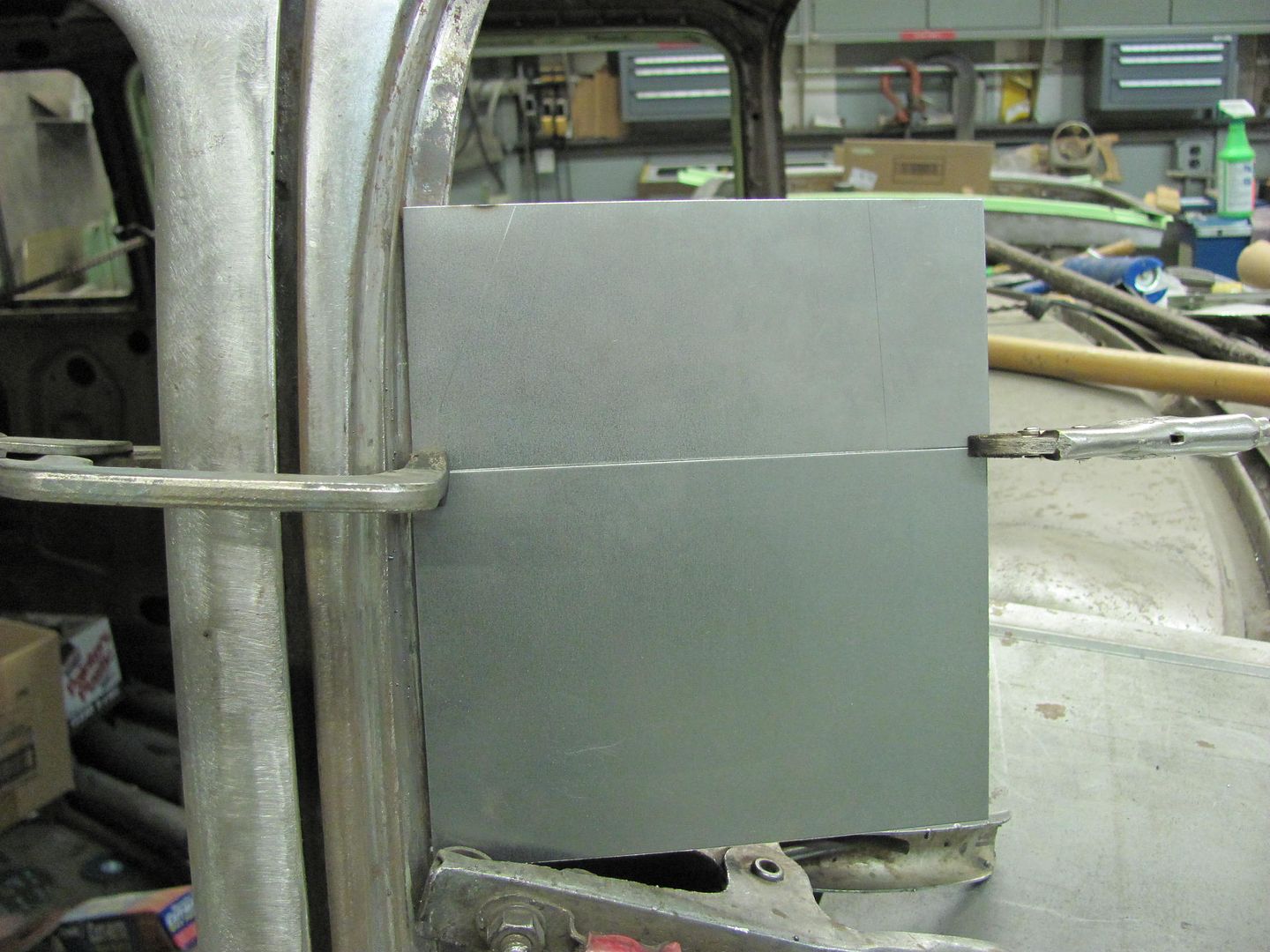 front: 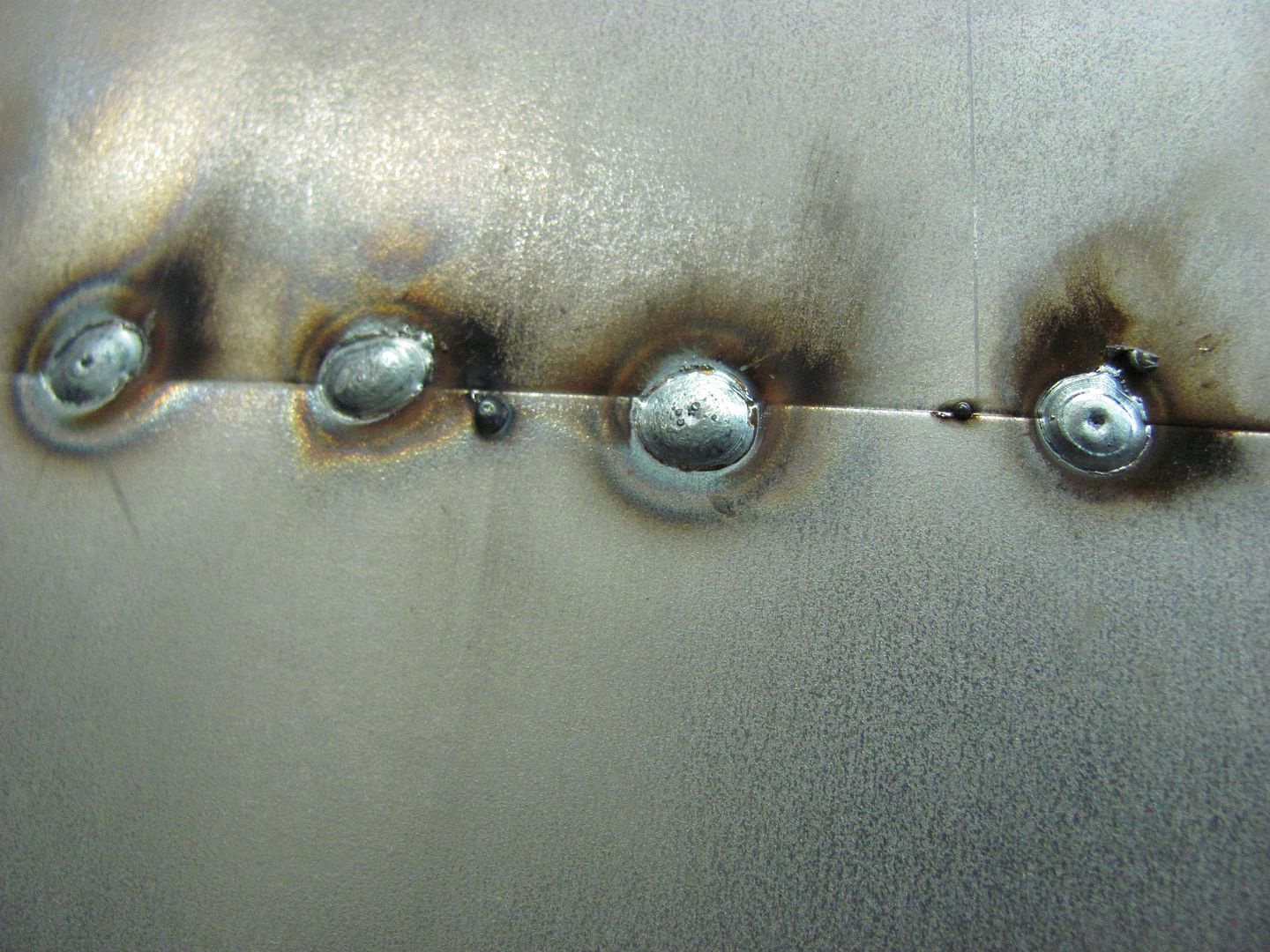 rear: 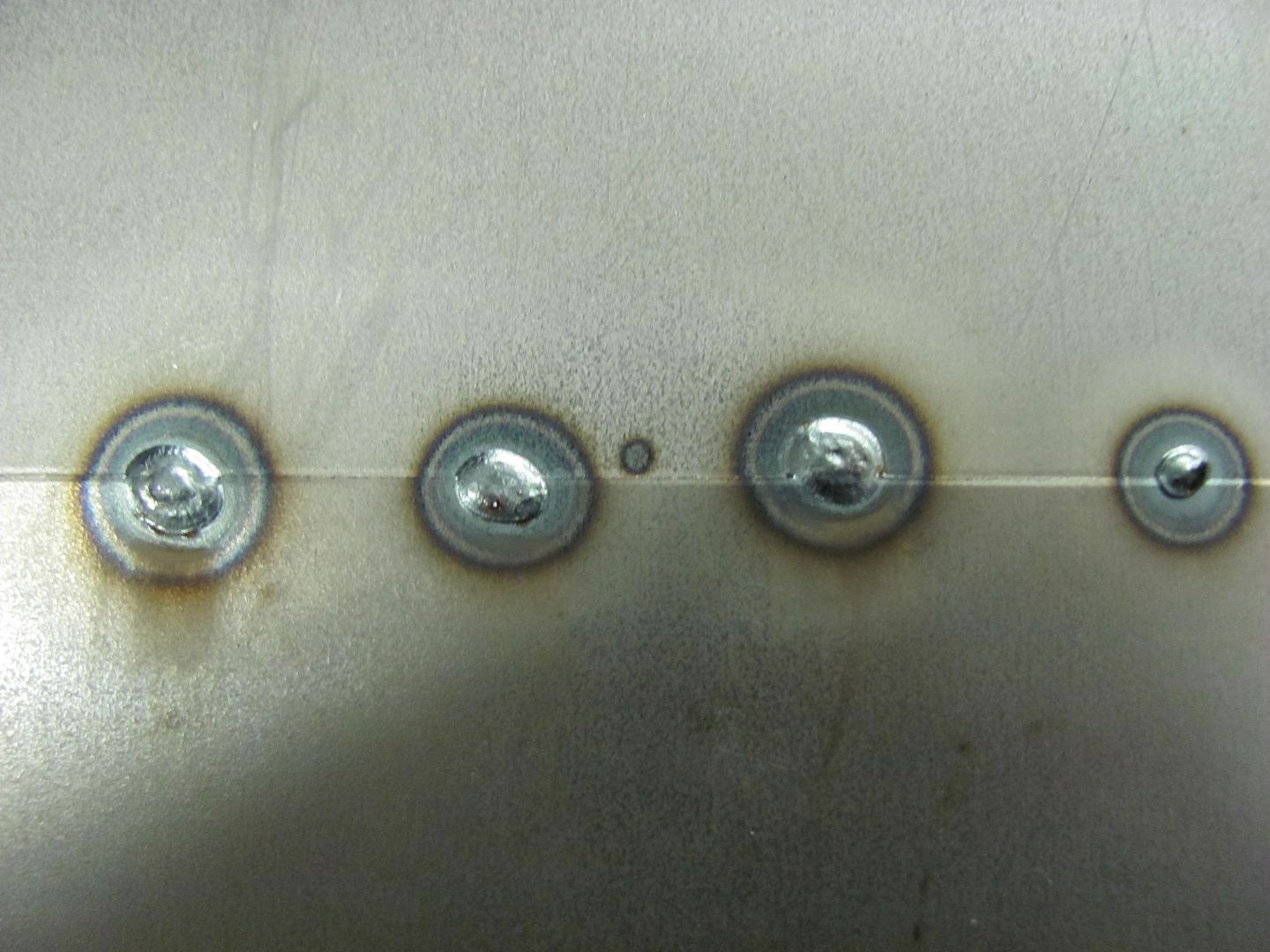 Comparative size of the weld proud. 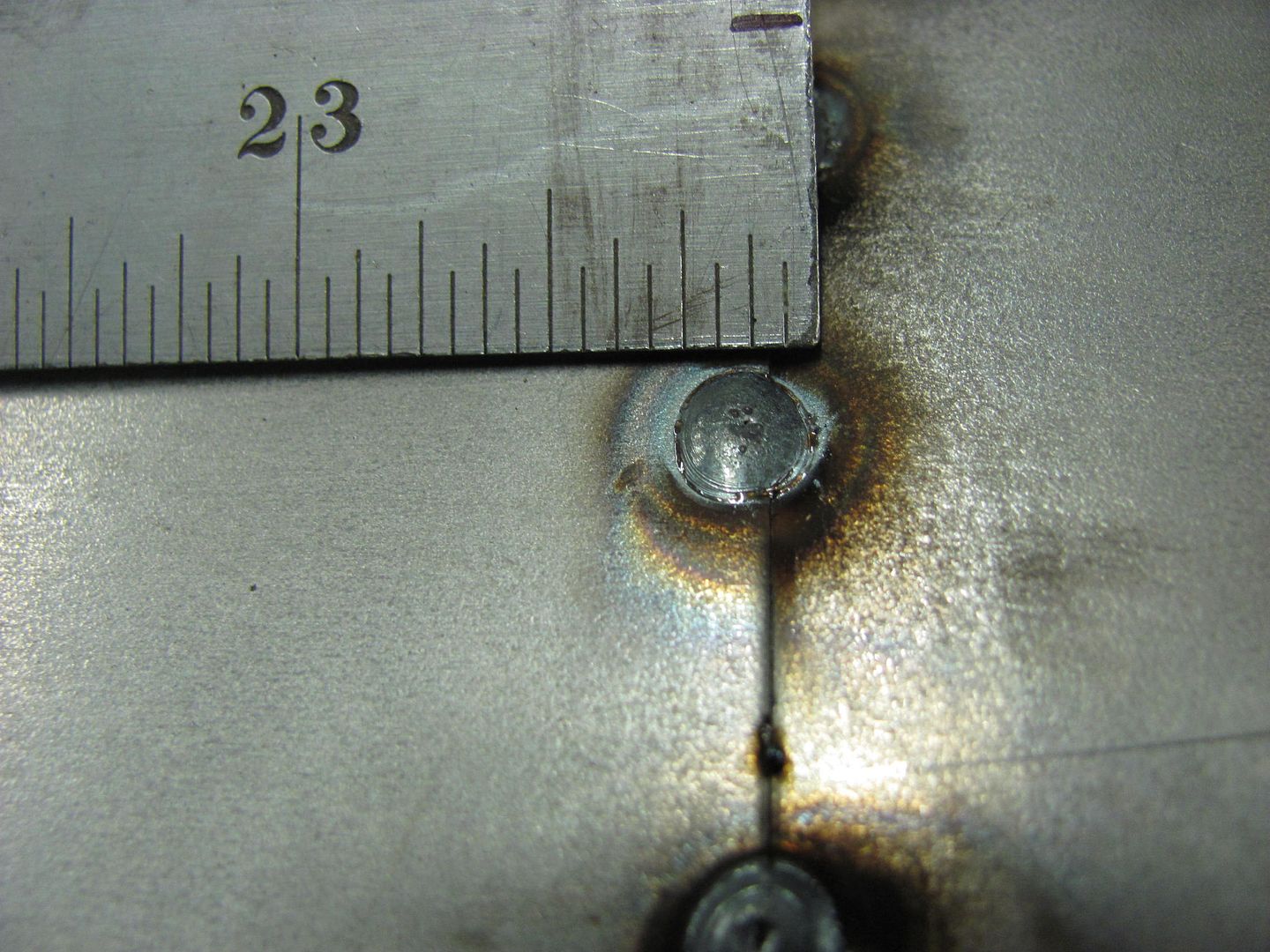 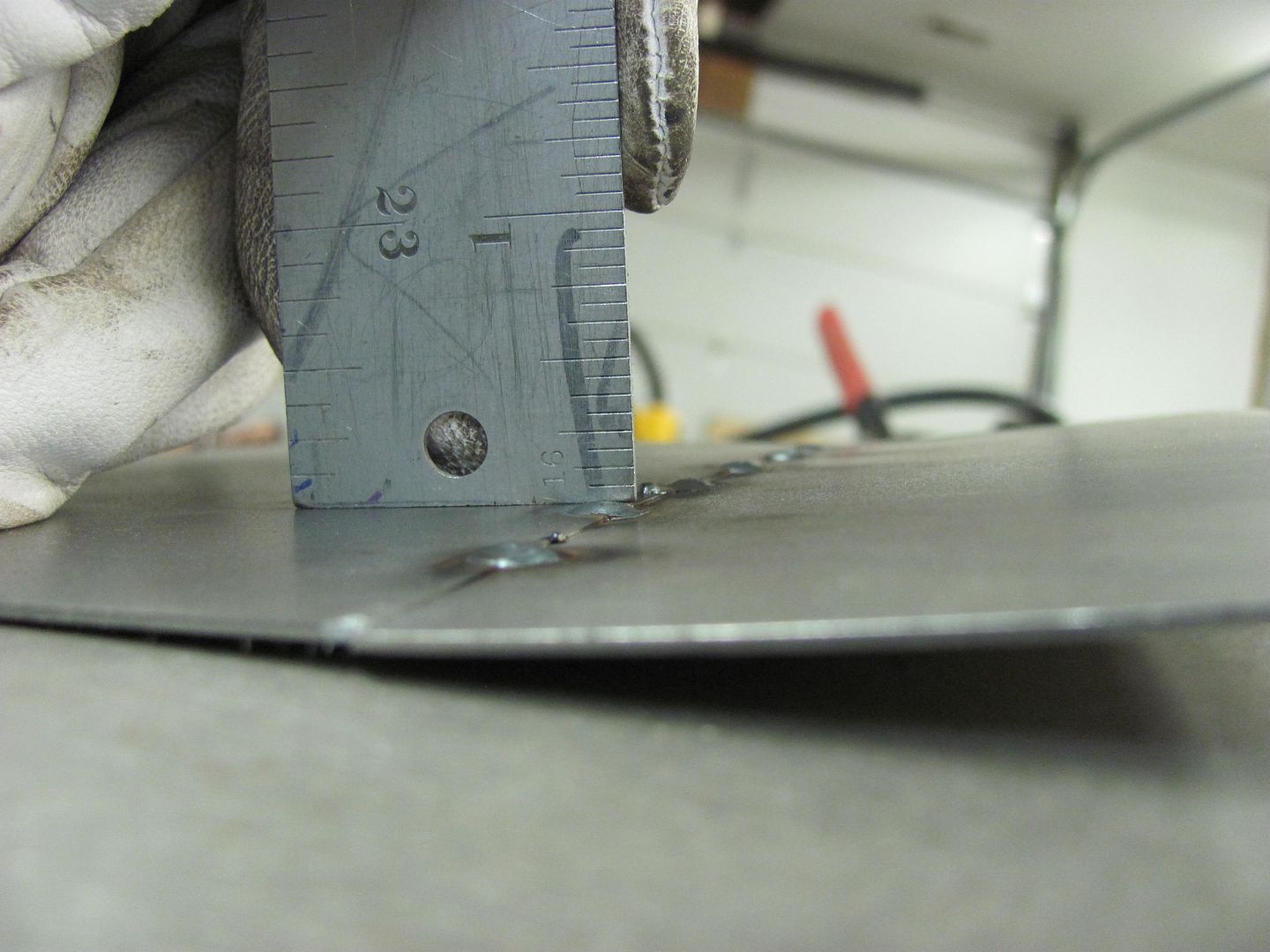 The special made tongs had returned from Houston, so we did the spot welds first to insure the panel was pulled down into the drip rail tightly..   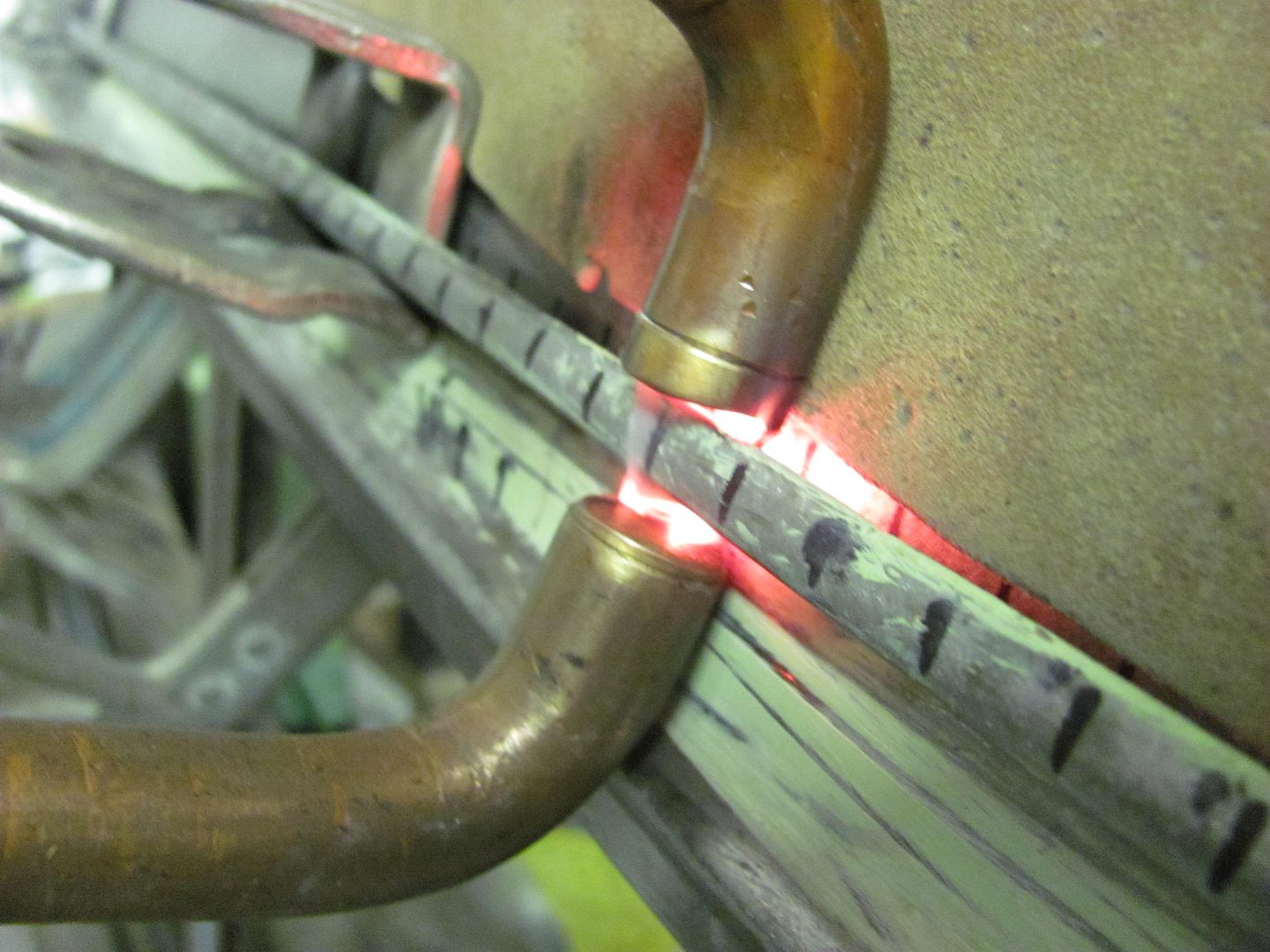   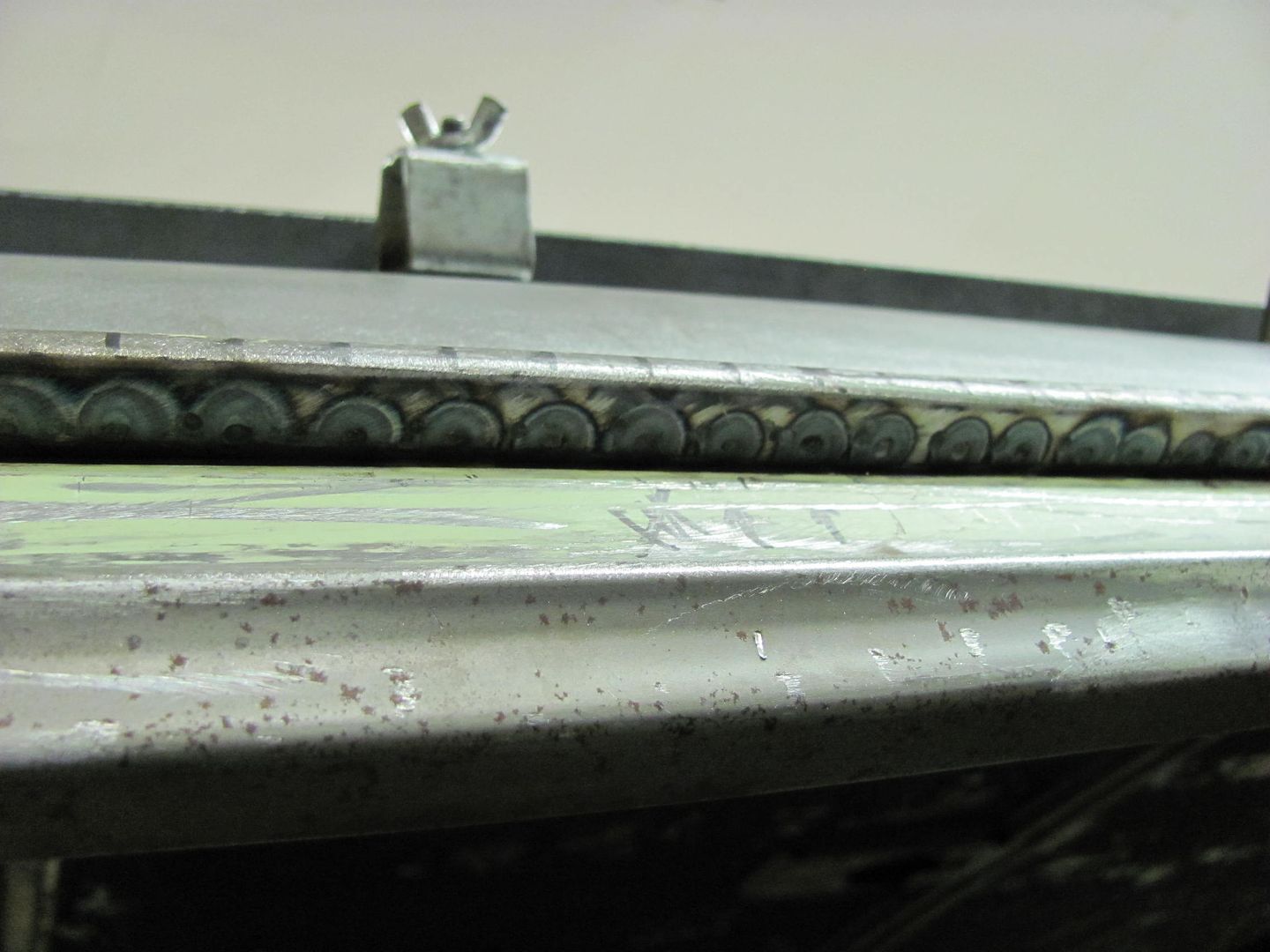 Then the panels were aligned and tacked, starting at the rear and working toward the front...  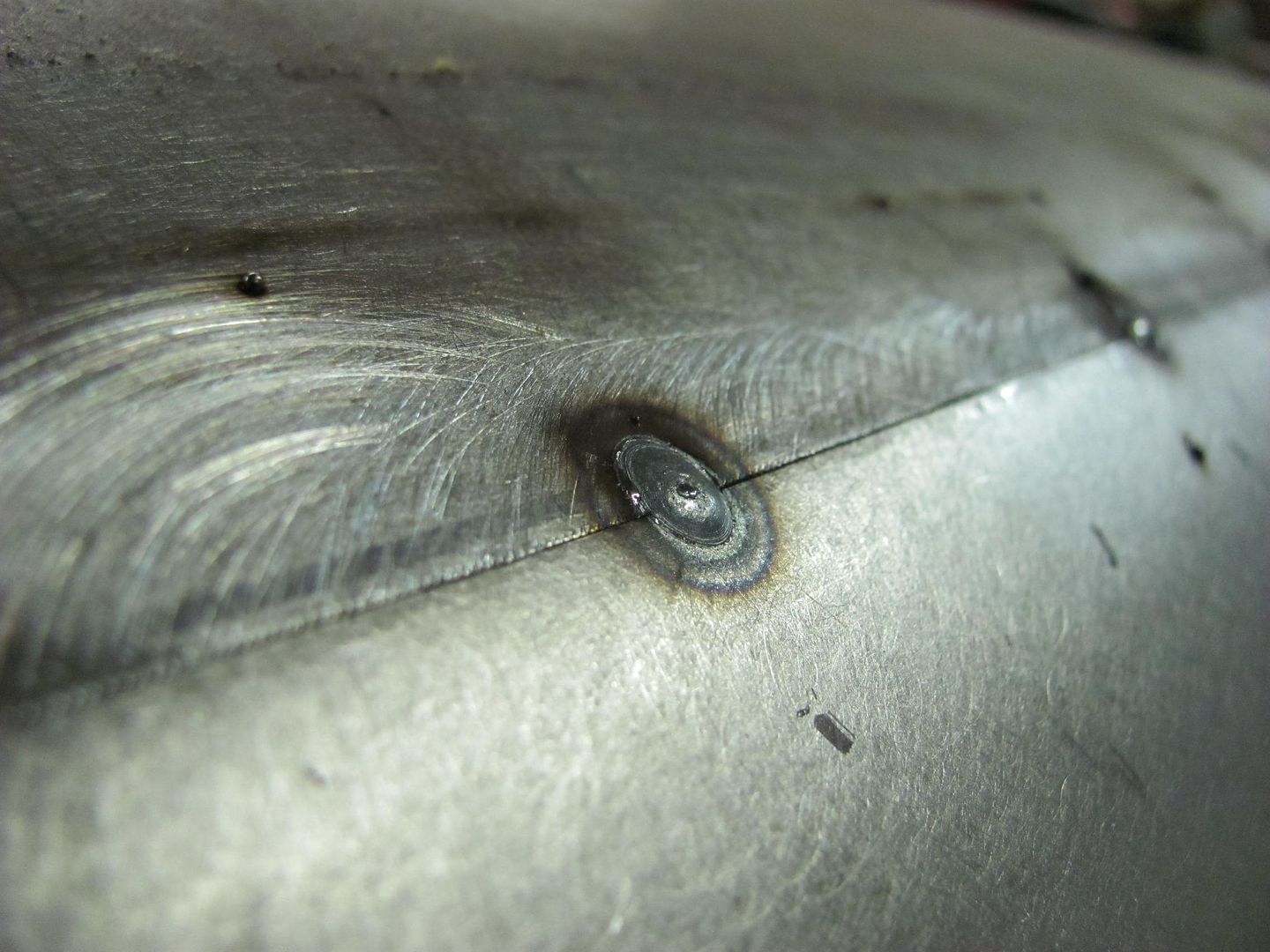 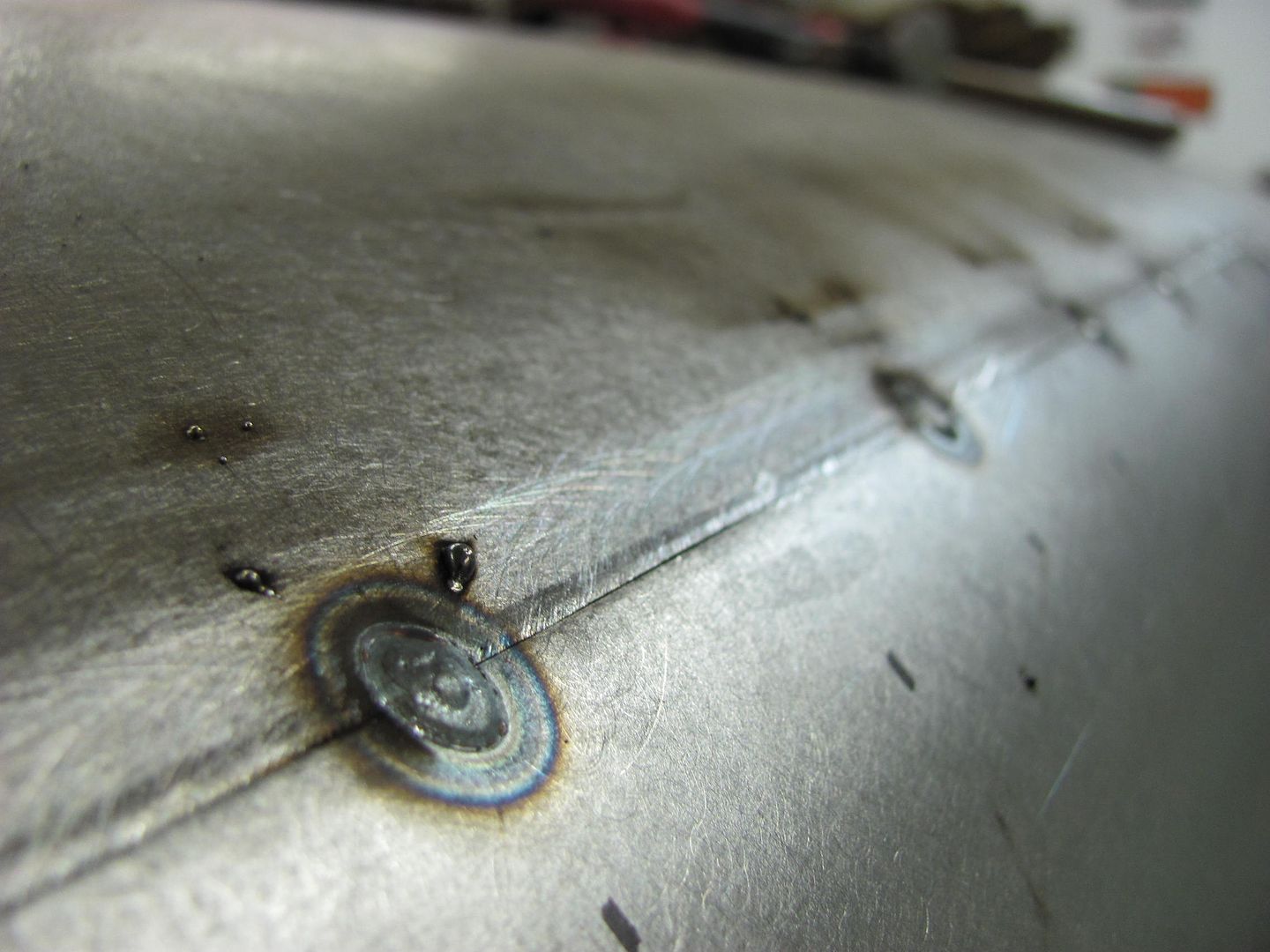 Full penetration welds....  The patch should be well high enough for planishing this time...  Here's where we left off.....  
__________________
Robert |
|
|
|
|
01-14-2014, 01:49 PM
|
#10 |
|
Registered User
Join Date: Apr 2003
Location: Indep, MO
Posts: 5,893
|
Re: 55 Wagon Progress
Nice fitup!
__________________
Boppa's Old Yeller Truck Build, Old Yeller's New Heart! Project Buzz Bomb Flyin' Low! |
|
|
|
|
02-07-2014, 01:07 AM
|
#11 |
|
Registered User
Join Date: Apr 2011
Location: .
Posts: 3,104
|
Re: 55 Wagon Progress
Thank you for showing all the precision craftsmanship.
|
|
|
|
|
02-07-2014, 10:43 AM
|
#12 |
|
Registered User
Join Date: Jan 2012
Location: Eastern Ontario, Canada
Posts: 1,041
|
Re: 55 Wagon Progress
MP&C. Nice job. Are you using a different nozzle on your mig gun?
__________________
1952 Canadian Chevy 1300 C4 IFS & D44 IRS 5.3 HO L33 My Build: http://67-72chevytrucks.com/vboard/s...d.php?t=632938 
|
|
|
|
|
02-07-2014, 10:50 AM
|
#13 |
|
Registered User
Join Date: Jan 2013
Location: Leonardtown, MD
Posts: 1,636
|
Re: 55 Wagon Progress
oops...double post
__________________
Robert Last edited by MP&C; 02-07-2014 at 11:10 AM. |
|
|
|
|
02-07-2014, 10:51 AM
|
#14 |
|
Registered User
Join Date: Jan 2013
Location: Leonardtown, MD
Posts: 1,636
|
Re: 55 Wagon Progress
The gun does have a screw in tip that is sized to the wire to keep it center, so I did change that out when I changed to the .023. Other than that, everything was the same...
__________________
Robert |
|
|
|
|
02-07-2014, 11:02 AM
|
#15 |
|
Registered User
Join Date: Jan 2012
Location: Eastern Ontario, Canada
Posts: 1,041
|
Re: 55 Wagon Progress
I understand the thread in tip is sized for 0.023 wire but what I meant was the outer nozzle. It looks like it has a step down in it like ones you can get for tig torches.
Thanks!
__________________
1952 Canadian Chevy 1300 C4 IFS & D44 IRS 5.3 HO L33 My Build: http://67-72chevytrucks.com/vboard/s...d.php?t=632938
|
|
|
|
|
02-07-2014, 11:12 AM
|
#16 |
|
Registered User
Join Date: Jan 2013
Location: Leonardtown, MD
Posts: 1,636
|
Re: 55 Wagon Progress
It does have a step down feature, but that's the same and only nozzle that came with the machine over 20 years ago...
__________________
Robert |
|
|
|
|
02-07-2014, 11:39 AM
|
#17 |
|
Registered User
Join Date: Jan 2012
Location: Eastern Ontario, Canada
Posts: 1,041
|
Re: 55 Wagon Progress
Cool! Never seen one like that before. Now on to the hunt for spoolarc easy grind locally.
__________________
1952 Canadian Chevy 1300 C4 IFS & D44 IRS 5.3 HO L33 My Build: http://67-72chevytrucks.com/vboard/s...d.php?t=632938
|
|
|
|
|
02-07-2014, 12:37 PM
|
#18 |
|
Registered User
Join Date: Jan 2013
Location: Leonardtown, MD
Posts: 1,636
|
Re: 55 Wagon Progress
If it's easier to find the -7, actually now that I've used the EZ grind, I prefer the -7. Both have nice flat welds, but the EZ tends to leave a patch of soot around the weld, and is more prone to splatter. I just think the -7 was cleaner. In planishing, comparing last night's roof repair to the earlier fender shaves using .035 -7 wire, to me the -7 appears to planish easier.. So if I had the choice, I would choose -7. If availability is an issue, either should be better than the harder welds of the -6 wire..
__________________
Robert |
|
|
|
|
02-07-2014, 12:56 PM
|
#19 |
|
Registered User
Join Date: Jan 2012
Location: Eastern Ontario, Canada
Posts: 1,041
|
Re: 55 Wagon Progress
Thanks! All I can find is the -6 stuff and that is what I'm using. 0.023. Suppliers all say "all we have is over there on the shelf".
__________________
1952 Canadian Chevy 1300 C4 IFS & D44 IRS 5.3 HO L33 My Build: http://67-72chevytrucks.com/vboard/s...d.php?t=632938
|
|
|
|
|
02-07-2014, 12:59 PM
|
#20 |
|
Registered User
Join Date: Jan 2013
Location: Leonardtown, MD
Posts: 1,636
|
Re: 55 Wagon Progress
I've had to order mine, but if your supplier doesn't seem willing there's always online...
__________________
Robert |
|
|
|
|
02-11-2014, 11:20 AM
|
#21 |
|
Registered User
Join Date: Apr 2003
Location: Indep, MO
Posts: 5,893
|
Re: 55 Wagon Progress
Good to hear a straight comparison. I really liked the EZ grind, especially vs. -6. It takes a bit of adjustment!
I bought my 2# spool off Amazon.
__________________
Boppa's Old Yeller Truck Build, Old Yeller's New Heart! Project Buzz Bomb Flyin' Low! |
|
|
|
|
02-16-2014, 11:45 PM
|
#22 |
|
Registered User
Join Date: Jan 2013
Location: Leonardtown, MD
Posts: 1,636
|
Re: 55 Wagon Progress
Well after a week in FL, time to get back in the shop.. I wasn't totally pleased with the .023 EZ grind, but in all fairness I think some of the issue is my welder. It never has been too keen on .023 wire, so looks like my BIL is going to get a new roll of wire for his Hobart.
Put the .035 ER70S-7 back in, dialed in the settings for 3/16 thick steel, and ran some test welds... 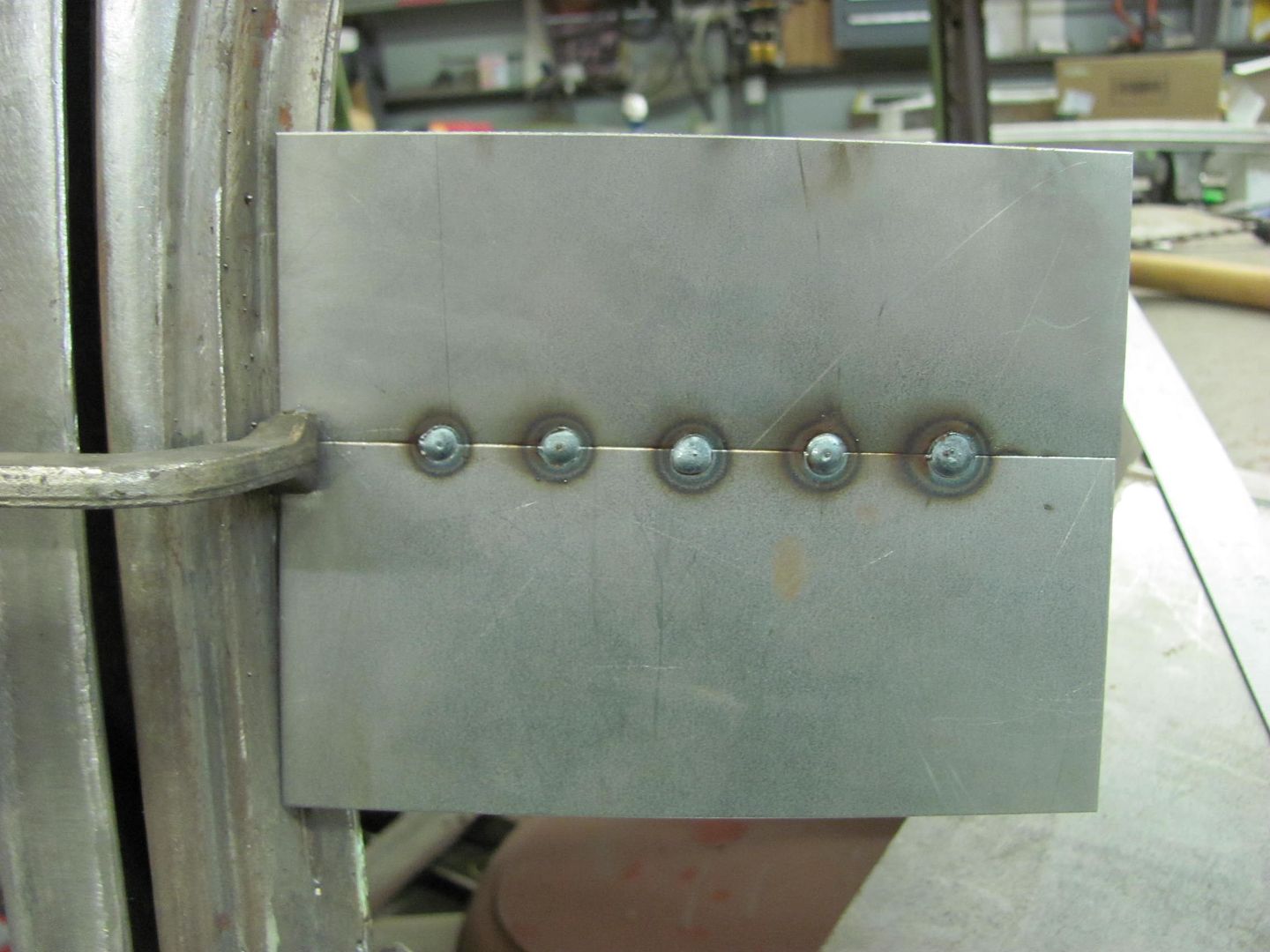 Front side.... 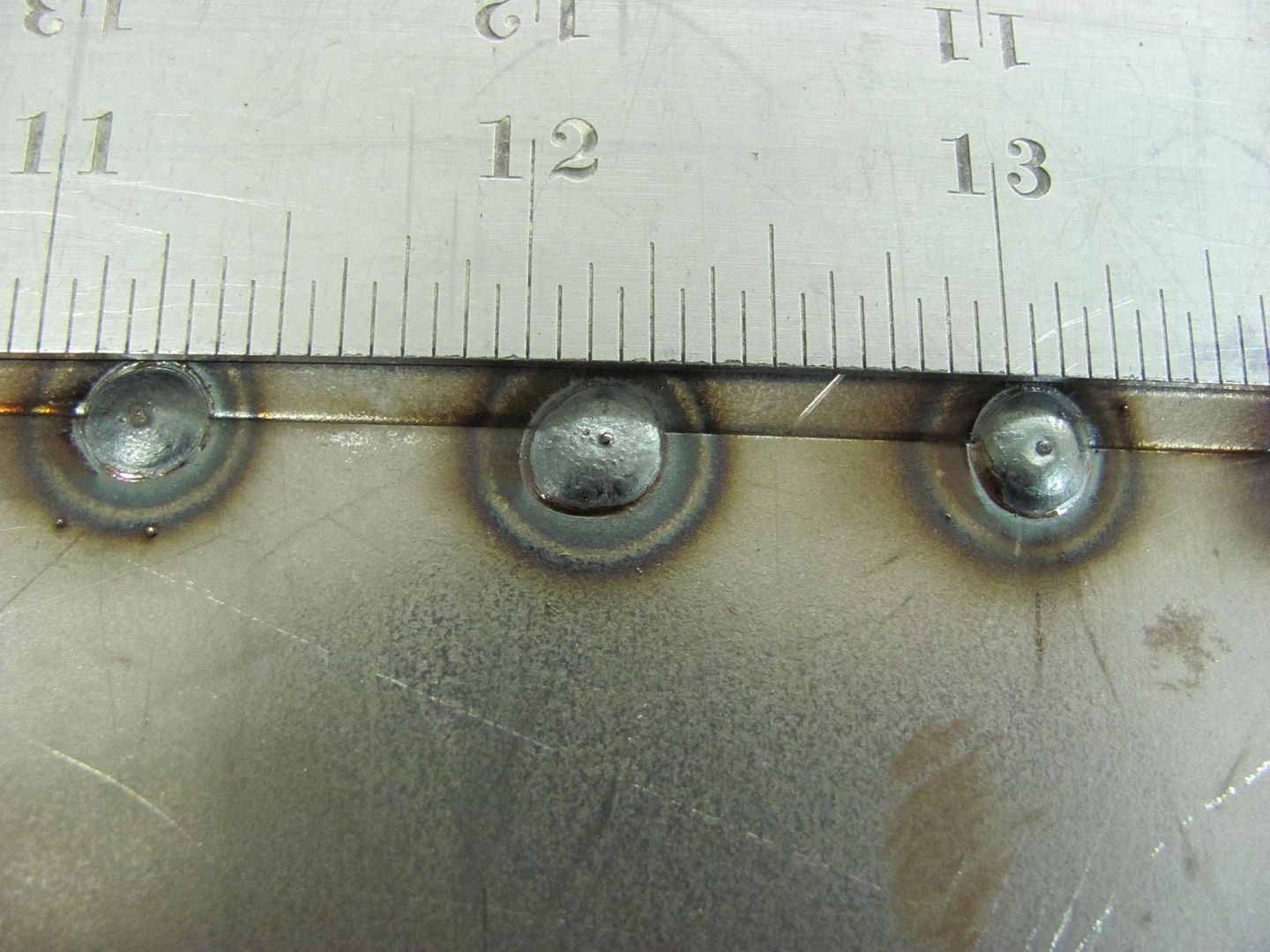  Rear side.... 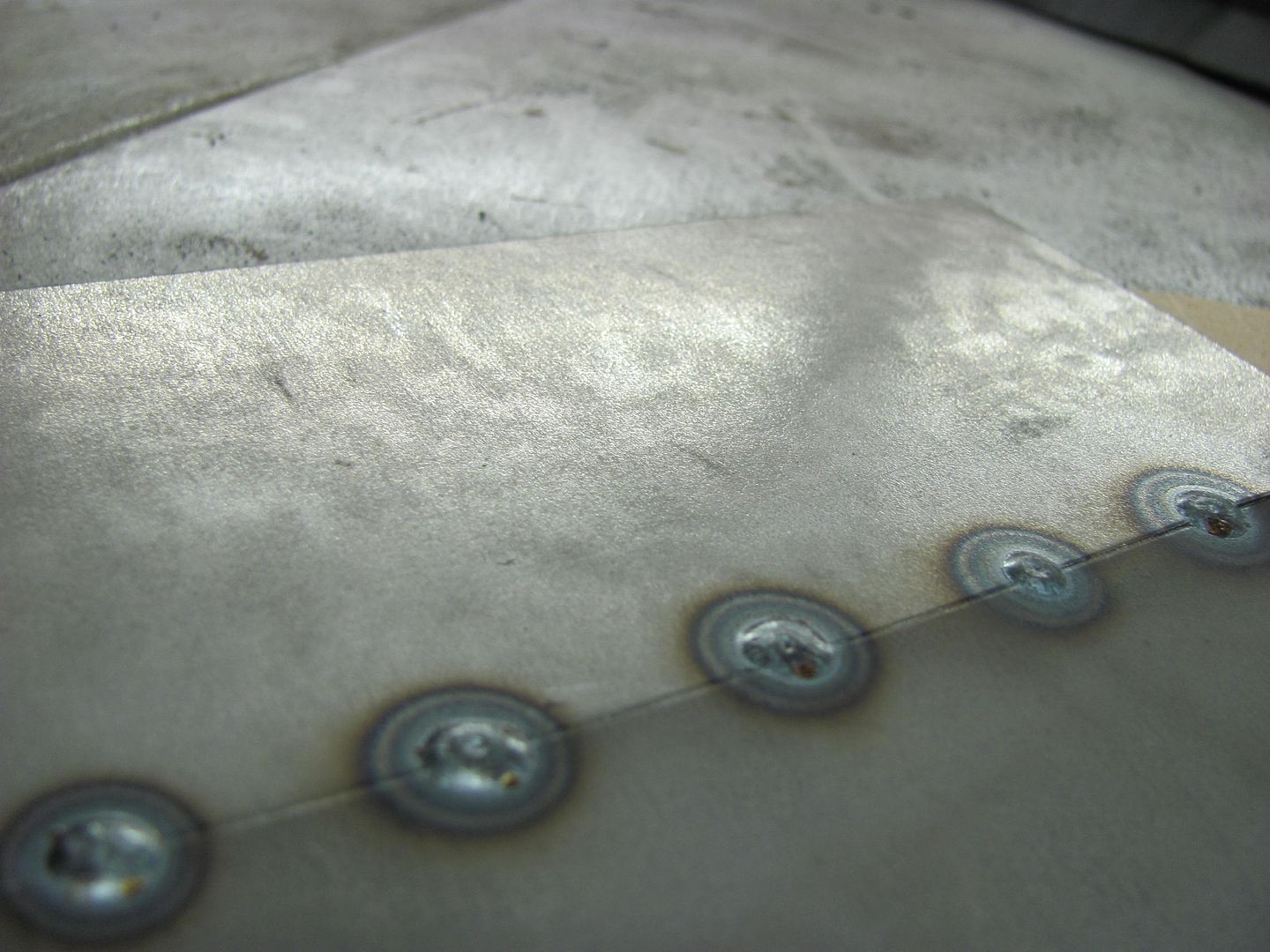 Comparing the EZ grind to the -7 shows less splatter...   The roof cross member made part of the weld seam inaccessible, so it was removed on one end for planishing access...    Welds ground down to just above panel surface... 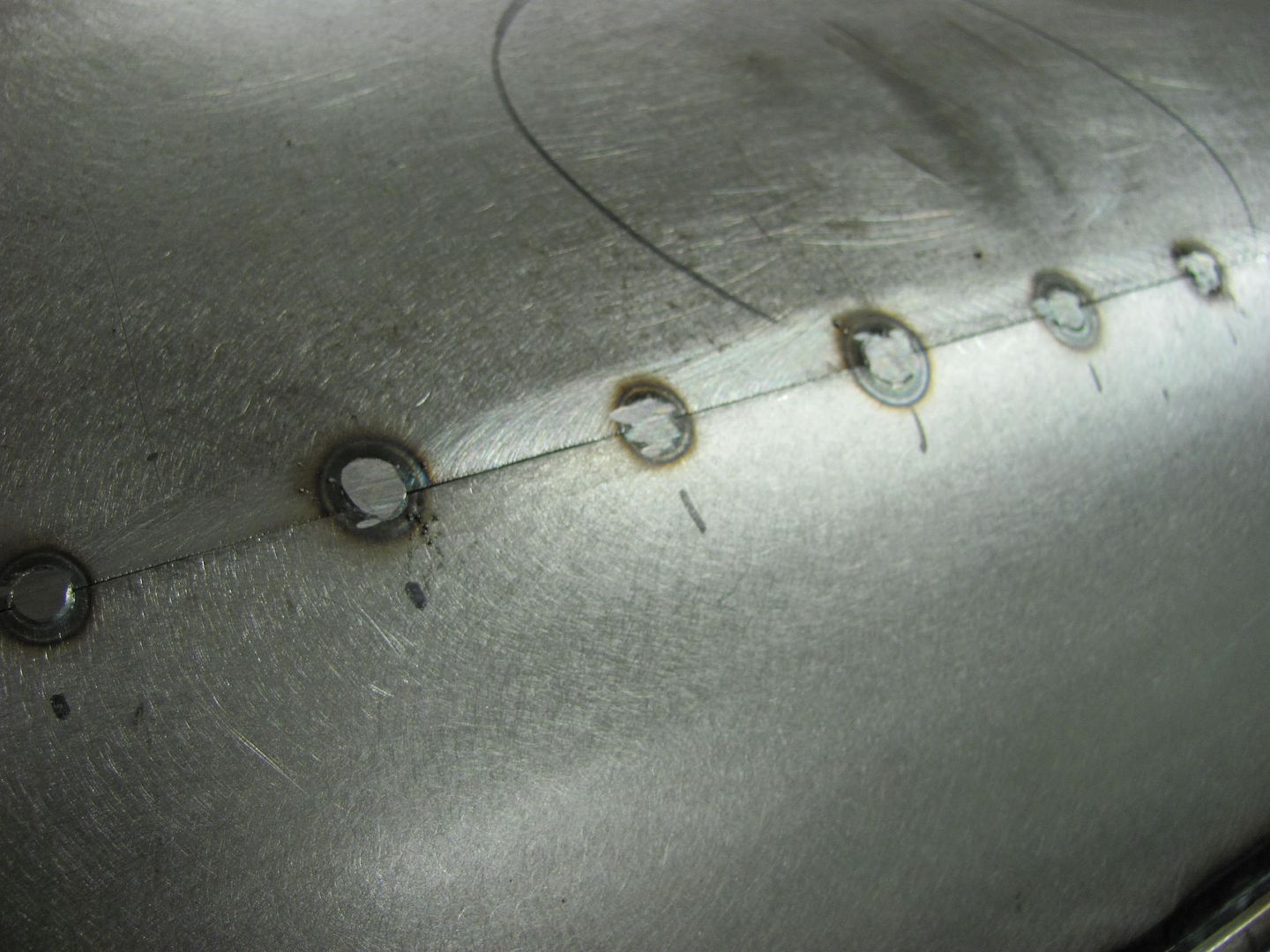 Our planishing implements this evening.... Low crown hammer and used the Pexto blocking hammer as a dolly...    This shows the weld dots planished....   Full penetration welds.....  Weld, planish, grind, repeat.  We're about halfway done, hope to finish it up tomorrow... 
__________________
Robert |
|
|
|
|
02-17-2014, 03:25 AM
|
#23 |
|
Registered User
Join Date: Oct 2007
Location: Spanaway
Posts: 8,451
|
Re: 55 Wagon Progress
Just found this thread and glad i did, haven't been in this section on a long time.
Subscribed. So by planshing, if i got this correct, your actually expanding the weld to keep the patch panel from shrinking where the heat cooling would pull the seam inward creating a void along the weld correct? I did read the first couple pages and posts about the rear quarter.
__________________
Mike. Swamp Rat build thread : http://67-72chevytrucks.com/vboard/s...d.php?t=595019 72 3/4T 4X4 4" BDS Lift 33" BFG's |
|
|
|
|
02-17-2014, 07:51 AM
|
#24 |
|
Registered User
Join Date: Jan 2013
Location: Leonardtown, MD
Posts: 1,636
|
Re: 55 Wagon Progress
To help explain, let's look at the cross-section of a quarter. Where this is a lower crown panel, and the heat often wreaks more havoc on the center of the panel, in many cases it will shrink, lose some of the crown, (become more flat), and possibly start to oil can as the metal loses its shape. In the picture below, the red arc would represent a vertical weld through the original shape, and the blue shows what occurs as the weld and HAZ shrinks; the arc loses some of its length, becoming a smaller arc or more towards a straight line. This in effect pulls the adjoining metal into a valley. Many people will misread all this "panel movement" as a stretch, but it is indeed shrunk.
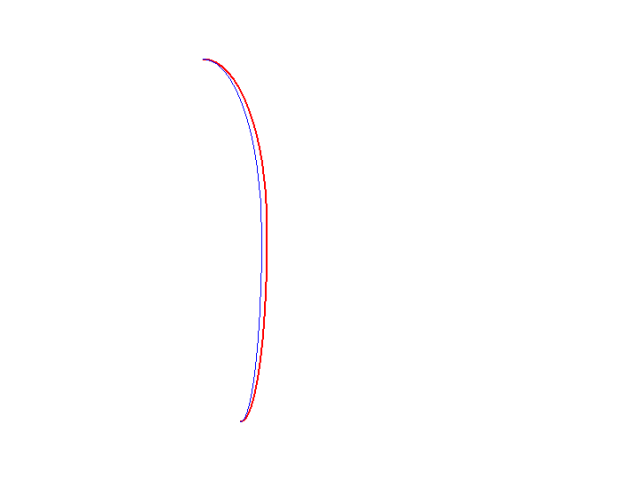 To correct this, the hammer and dolly principles as explained above are used to keep the shrinking effects in check.
__________________
Robert |
|
|
|
|
02-17-2014, 08:46 AM
|
#25 |
|
Registered User
Join Date: Jan 2012
Location: Eastern Ontario, Canada
Posts: 1,041
|
Re: 55 Wagon Progress
Great explanation Robert. About how many hits or blows do you do on each weld? About how big of a diameter around each weld do you think the shrink is? How much time do you have in welding, planishing and grinding on what you have done so far?
Your explanations are very helpful.
__________________
1952 Canadian Chevy 1300 C4 IFS & D44 IRS 5.3 HO L33 My Build: http://67-72chevytrucks.com/vboard/s...d.php?t=632938
|
|
|
|
 |
| Bookmarks |
|
|








 Hybrid Mode
Hybrid Mode
