|
Register or Log In To remove these advertisements. |
|
|
|
|||||||
 |
|
|
Thread Tools | Display Modes |
 12-31-2013, 12:37 AM
12-31-2013, 12:37 AM
|
#1 |
|
Registered User
Join Date: Feb 2013
Location: GA
Posts: 1,313
|
Newbie Mig Welder with questions
I have a Hobart Handler and I am beginning to learn how to weld.
The local scrapyard let me have a door panel to learn on, so I cut the bottom portion off and tried to weld it back.  The metal thickness is 18 ga and the wire I'm using is Hobart .024 spool. The argon/co2 gas is on and the gauges read...  The problem I am having is burn through when I try to weld a seam in that u pattern loop motion.  Tack welding seems to go well  here is the back of the panel  The chart on the door says that I should be at a setting of 2 on voltage and the wire speed at 50. I even lowerd the voltage setting to 1 and it still burns through  I have been told that 18 ga is best just to make a series of tacks vs welding a seam because of burn through and warpage. Anyone have any advice on how to make continuous welds between tacks? I really want to get this down better. |
|

|
|
12-31-2013, 01:12 AM
|
#2 |
|
Registered User
Join Date: Jul 2009
Location: San Jose Ca
Posts: 2,871
|
Re: Newbie Mig Welder with questions
You tack sheet metal. If you try to run a bead then you will burn through it and warp it.
__________________
David Used parts build: http://67-72chevytrucks.com/vboard/s...d.php?t=638991 My brother's Nova: http://www.67-72chevytrucks.com/vboa...d.php?t=727985 Rear suspension rework: http://www.67-72chevytrucks.com/vboa...d.php?t=750557 Instagram: myfabguy |
|
|
|
|
12-31-2013, 09:06 AM
|
#3 |
|
Registered User
Join Date: Aug 2013
Location: sumterville, florida
Posts: 914
|
Re: Newbie Mig Welder with questions
make tacks only or longer tacks or short series of tacks and learn to cycle the trigger. go back and forth to other areas while your weld cools. you are most likely working on 19 ga or thinner material
|
|
|
|
|
12-31-2013, 10:01 AM
|
#4 |
|
Registered User
Join Date: Feb 2012
Location: Mission Viejo, CA
Posts: 1,856
|
Re: Newbie Mig Welder with questions
shouldnt you be using a butt spacer thingy? If you cut the door off and your cutoff wheel is Xmm thick and then you butt the peices together and tack them wont your door be Xmm short? Im a newb as well. just wondering

|
|
|
|
|
12-31-2013, 10:30 AM
|
#5 | |
|
Registered User
Join Date: Aug 2013
Location: sumterville, florida
Posts: 914
|
Re: Newbie Mig Welder with questions
Quote:
|
|
|
|
|
|
12-31-2013, 11:21 AM
|
#6 | |
|
Registered User
Join Date: Oct 2012
Location: Maple Ridge,Canada
Posts: 110
|
Re: Newbie Mig Welder with questions
Quote:
|
|
|
|
|
|
12-31-2013, 11:46 AM
|
#7 |
|
Registered User
Join Date: Aug 2006
Location: St. Albans, Vt
Posts: 2,520
|
Re: Newbie Mig Welder with questions
You could possibly turn up your wire speed to "fill" it a bit more and lessen the chance of burning through.
__________________
///Relaxed Atmosphere |
|
|
|
|
12-31-2013, 11:55 AM
|
#8 |
|
KEEP ON TRUCKIN'
 Join Date: Jun 2005
Location: Sterling, Va.
Posts: 5,731
|
Re: Newbie Mig Welder with questions
When welding body panels, a series of tack welds is the best way to go. It takes a long time to finish but the results in the end save you a ton of headaches. Making a continuous weld is best left to thicker stock that will not warp from the heat.
__________________
JIM '97 GMC Sierra K1500 '95 Chevy Silverado C1500 '71 Cheyenne Z71 / LT1 & 4-Speed SWB K/10  Father/Son Project Father/Son Projecthttp://www.youtube.com/watch?v=4l689JKXPnA http://67-72chevytrucks.com/vboard/payments.php "LIVIN' FREE FOREVER" 
|
|
|
|
|
12-31-2013, 11:56 AM
|
#9 |
|
Registered User
Join Date: Aug 2012
Location: Fort Campbell, KY
Posts: 494
|
Re: Newbie Mig Welder with questions
Like others said, the heat will build up if you try to lay a bead. Multiple tacks, and fill in with short tacks, working your way on different places so the heat doesnt build up.
|
|
|
|
|
12-31-2013, 03:28 PM
|
#10 |
|
Registered User
Join Date: Feb 2013
Location: GA
Posts: 1,313
|
Re: Newbie Mig Welder with questions
Thanks Fellas! I will definitely use the multiple tack method vs bead.
The butt weld spacers I did have on originally but the gaps seemed huge so I took them off so I could just practice without having to fill so much. Next time I'll use them and practice with the wider gap. |
|
|
|
|
01-01-2014, 05:41 AM
|
#11 |
|
Registered User
 Join Date: Jun 2006
Location: Maple Valley, WA
Posts: 1,913
|
Re: Newbie Mig Welder with questions
This is why late model everything is R&R, sheetmetal is too thin to weld unless its all you have because the part is beyond expensive like a Audi hood for a non-USA Audi. Its also why Lord Fusor and those products came along.
So in other words get a scrap fender of the sheetmetal your going to work on more often because welding it is different then welding what you have.
__________________
Custom Painter/Restoration Specialist 1965 GMC 3/4 Ton LB SOLD? 1964 Chevy El Camino in full restoration 1991 Chevy S10 288K+ miles 2nd Owner SOLD 2020 RAM 1500 Warlock |
|
|
|
|
01-01-2014, 05:53 AM
|
#12 |
|
Registered User
Join Date: Feb 2009
Location: slurrey, bc.
Posts: 1,134
|
Re: Newbie Mig Welder with questions
turn your gas down to like 10... no need to have 30 feet going through it if you're working inside.. plus your 60 dollars worth of gas will last 3 times longer.
__________________
-'73 c/10 - Low with Go - will be complete... probably never. -'90 2wd Blazer - well... soon enough anyways. -'84 SWB - the daily gas guzzler. |
|
|
|
|
01-07-2014, 02:39 AM
|
#13 |
|
Registered User
Join Date: Dec 2013
Location: West Lafayette, IN
Posts: 49
|
Re: Newbie Mig Welder with questions
I'm in the same boat. Just bought a handler 140, but haven't gotten the gas setup yet. I have practiced a bunch on 1/8" and can do it well. So my only question is, for anything thinner is it a must to get a tank? Can it be done?
__________________
1977 Chevy K20 1959 Chevy Apache 3200 |
|
|
|
|
01-07-2014, 05:55 AM
|
#14 | |
|
Registered User
Join Date: Feb 2010
Location: Walnut Grove, Ca
Posts: 216
|
Re: Newbie Mig Welder with questions
Quote:
 Good luck Good luck
__________________
66 Gmc 1 ton. Long Step 351e V6 69 1/2 CHEVROLET (now a shortbed) LONGBED!   :devil :devil61 Shortbed Fleetside 1/2 ton.. in progress Next a 50-53! MY BUILD THREAD http://67-72chevytrucks.com/vboard/s...d.php?t=447926 |
|
|
|
|
|
01-11-2014, 11:02 PM
|
#15 |
|
Registered User
Join Date: Jun 2013
Location: Nashville
Posts: 82
|
Re: Newbie Mig Welder with questions
I had that same problem when I was trying to weld sheet metal with .035 wire. Seem to work 100% better when I went to .024. I was able to turn the heat up and not burn thru. I have the same welder Hobart 140 and Im welding sheet metal at 4 and 50. The gas is a 75/25 mix at around 20psi. Dont know if that is right but it works for me. Sometimes Ill turn it down to 3 if it starts to go thru but mainly keep it hot.
Small Tacks. If your on or close to a body line or a 90 degree brake you can get away with getting it hotter. Tack once...wait just until the red is gone and tack your next one right next to it. Building off your last tack. Depending on what it is you could go 1/4 inch before moving to a different spot. Make sure your metal is clean on both sides. If you dont the contaminants will burn off and the gases will come thru your weld. Welder guys a work call them dickheads. When you grind on them your spot weld will be hollow from the gas pocket. Keep your gaps close together and if you have to fill some in use copper on the back side to keep it from burning thru. .02 cents
__________________
66 CHEVY C10 BBW W/AC LWB to SWB Air ride 5.3 LS 700r4 Still in progress....still Last edited by 66Project; 01-11-2014 at 11:13 PM. |
|
|
|
|
01-13-2014, 10:27 PM
|
#16 |
|
Senior Member
Join Date: Dec 2013
Location: Gods country East,Tn
Posts: 8,545
|
Re: Newbie Mig Welder with questions
turn the gas down and wire speed down and tack every 2 inches along the panel then go back and repeat the whole line eventually tacking the entire seam , gas should be about 7 and turning up the wire is not helping think TACK NOT WELD ! And be patient it's not a race ! think quality not speed !
|
|
|
|
|
01-14-2014, 11:49 AM
|
#17 | |
|
Registered User
Join Date: Jan 2013
Location: Imperial, MO
Posts: 999
|
Re: Newbie Mig Welder with questions
Quote:
|
|
|
|
|
|
01-14-2014, 01:51 PM
|
#18 | |||
|
Registered User
Join Date: Jan 2013
Location: Leonardtown, MD
Posts: 1,633
|
Re: Newbie Mig Welder with questions
Responses in Blue
Quote:
Quote:
 For a repair like this, my choice is to make the rear fender edge as part of the patch, to limit the number of vertical welds (and thus shrinking) and also to keep the weld joint from behind a fender brace, where ever possible, to allow access for planishing. By butting the panels together tightly, you eliminate panel movement from the equation, and then shrinking effects are the only issue to deal with. Quote:
__________________
Robert Last edited by MP&C; 01-14-2014 at 02:08 PM. |
|||
|
|
|
|
01-14-2014, 04:44 PM
|
#19 |
|
Senior Member
Join Date: Dec 2013
Location: Gods country East,Tn
Posts: 8,545
|
Re: Newbie Mig Welder with questions
When someone is brand new to welding the idea is to teach them control and avoid burn thru , increasing feed will only lead the new welder to inconsistent tacks and arcing way above the surface ! low voltage /low wire speed let them learn how before they just start with bad habits in my opinion !
 it;s not a race ! take your time and learn how before you try to finish fast ! it;s not a race ! take your time and learn how before you try to finish fast !
|
|
|
|
|
01-14-2014, 04:48 PM
|
#20 |
|
Registered User
Join Date: Aug 2013
Location: sumterville, florida
Posts: 914
|
Re: Newbie Mig Welder with questions
i say a newbie should learn oxy/acet first before mig but everyone wants to short cut. o/a will teach puddle control. a mig can make you think you are actually a welder
|
|
|
|
|
01-14-2014, 05:04 PM
|
#21 |
|
Senior Member
Join Date: Dec 2013
Location: Gods country East,Tn
Posts: 8,545
|
Re: Newbie Mig Welder with questions
I'll agree that running a mig does not make anyone a welder , many people today couldn't tune a torch to save their lives . it's all a learning process and with welding correctly I think the best way is to teach technique before speed I was taught to run a torch in the early 1970's welding rust out panels in 1940's single wall jeep bodies . we didn't have rust repair panels we made them from scratch ! if you wanted to restore a truck or car you had the kitchen phone a few junk yards and the yellow pages as parts sources ,Thats it !
|
|
|
|
|
01-15-2014, 12:35 AM
|
#22 | |
|
Registered User
Join Date: Jan 2013
Location: Leonardtown, MD
Posts: 1,633
|
Re: Newbie Mig Welder with questions
Quote:
Unfortunately I have seen far to many examples of cold welds from people who have not learned correctly to set their machine up for full penetration welds. So the first bad habit they learn is to set the heat too cold, and it tends to lead people to believe that they can just add on more weld, and sooner or later you end up with something like this: Minimal/insufficient weld penetration, missed welds, can you say MUD DAUBER? Bad habits start by learning incorrectly from the get go, just as shown above. I never mentioned anything about going fast, welding one dot at a time is never fast. But I can also show some pictures to document the process I described in my previous post, which stresses the importance of a full penetration weld above all else. Tight fitting panels, no gaps..  First set of tacks...   Weld penetration, the back side....   Weld, planish, grind, overlap, repeat... 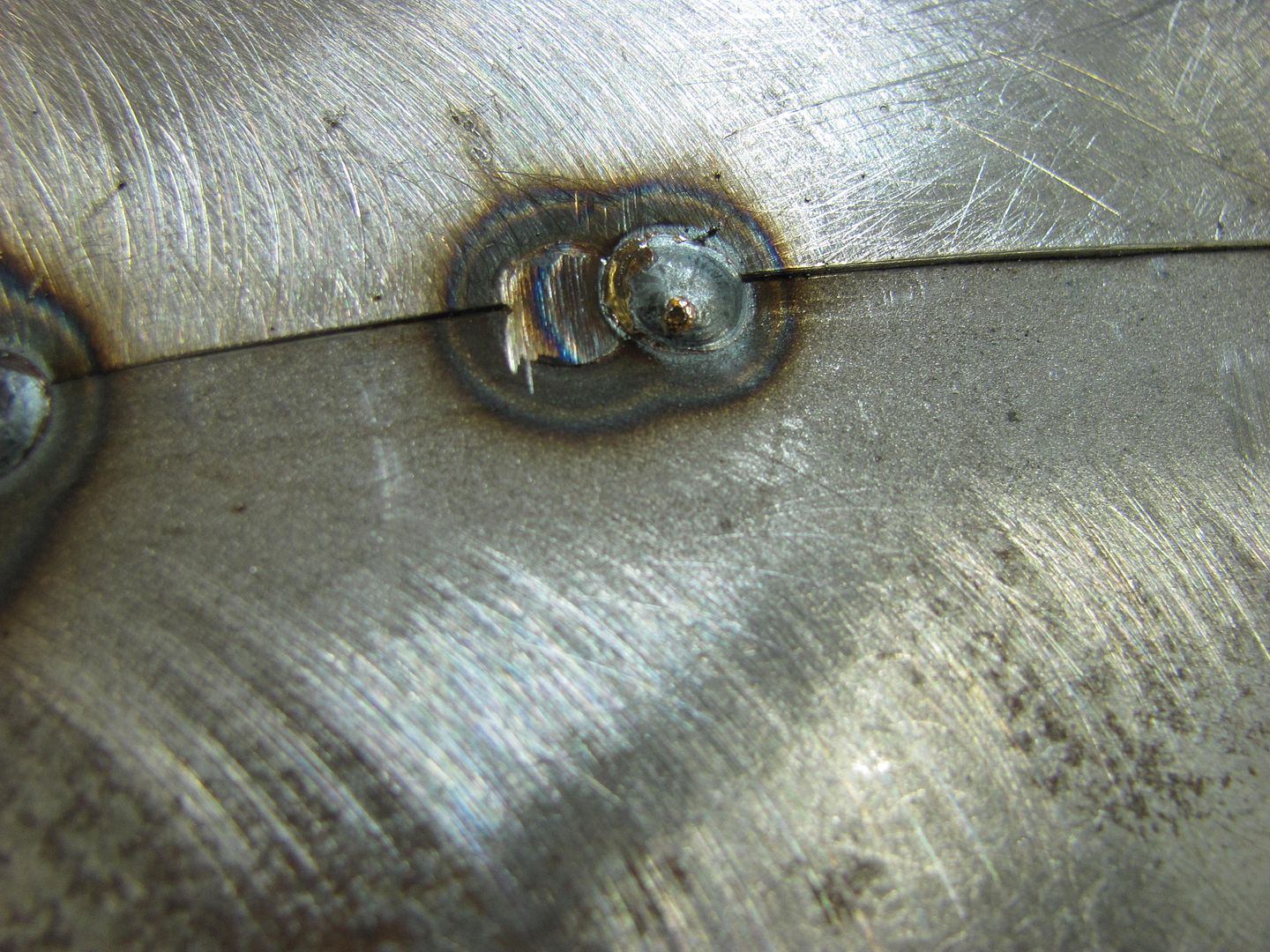 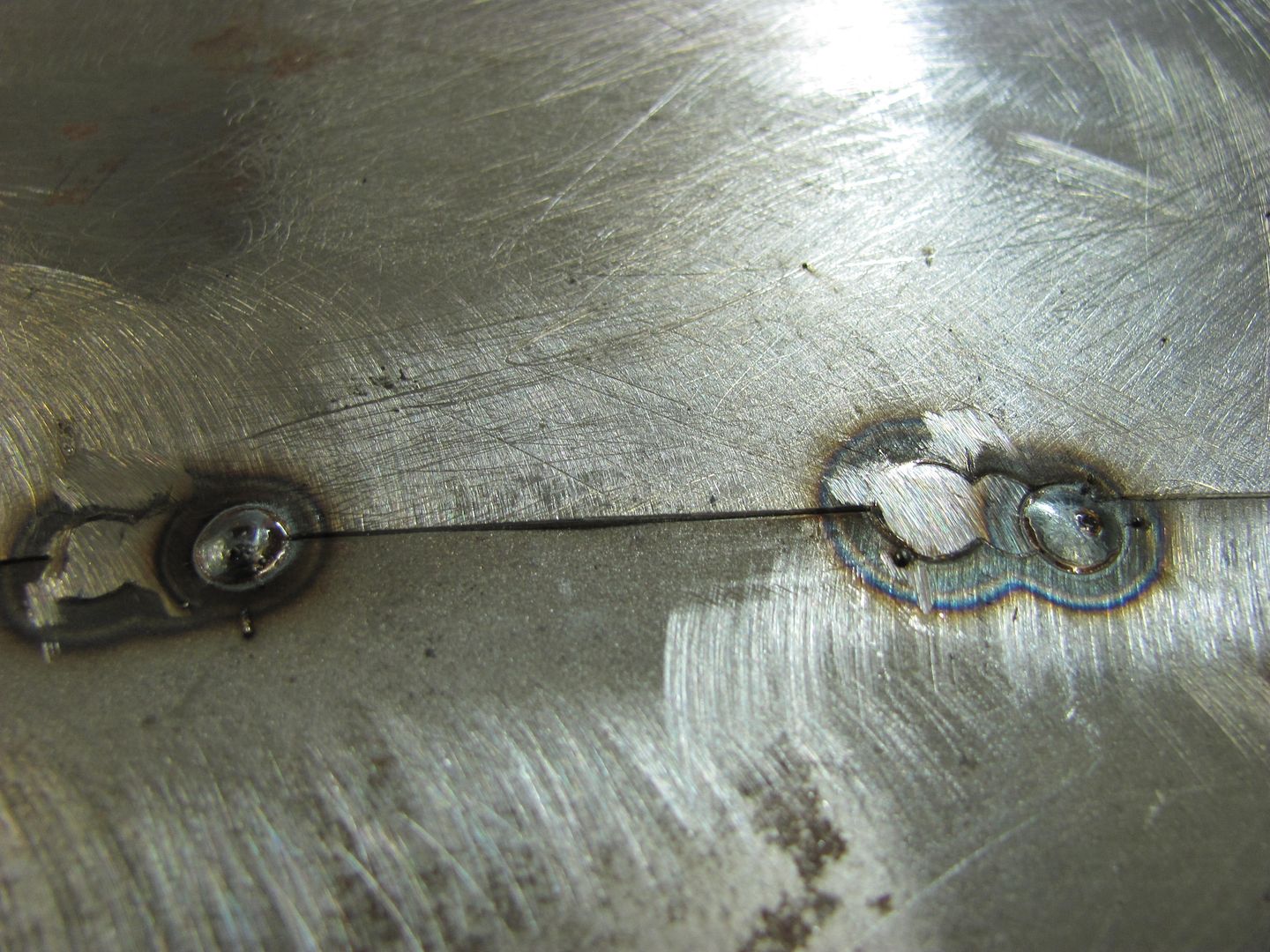 Planishing as you go helps to keep the panel's shape in check...    When welding patches and panels together you need full penetration welds to duplicate the factory metal by filling the seam. With a bit of metal bumping, the results above are about as filler free as you can get. A cold weld will leave the seam showing on the back side and be prone to structural failure given exposure to road bumps/vibrations/conditions. Then there is the Bondo needed to cover up a mess like this below: So which bad habits look more like a cobbled up mess to you? I'll take my bad habits any day of the week.
__________________
Robert Last edited by MP&C; 01-15-2014 at 01:03 AM. |
|
|
|
|
|
01-15-2014, 02:36 PM
|
#23 |
|
Registered User
Join Date: Feb 2013
Location: GA
Posts: 1,313
|
Re: Newbie Mig Welder with questions
Thanks for all the feedback fellas,
I'll do the following based on what Ive read here.
|
|
|
|
|
01-15-2014, 02:49 PM
|
#24 |
|
Registered User
Join Date: Jan 2013
Location: Leonardtown, MD
Posts: 1,633
|
Re: Newbie Mig Welder with questions
The tacks you showed above are darn close to where you need to be. If a heat setting two gets you full penetration weld, stick with it. If not, add to the heat until it does. Adjust wire feed as needed to insure you don't burn away at the parent metal.. Once you find a happy medium you can tweak the settings from there if needed.
Tack from one end working to the other, aligning the panel as you go. This will help to insure you don't get a mis-alignment with more metal on one side of the weld than the other. Weld tacks, planish (hammer and dolly), grind, repeat. Let us know how it works out in case other "adjustments" are needed in you methods, but you are right there....
__________________
Robert |
|
|
|
|
01-15-2014, 11:08 PM
|
#25 |
|
Registered User
Join Date: Dec 2013
Location: West Lafayette, IN
Posts: 49
|
Re: Newbie Mig Welder with questions
Wow guys this is extremely helpful. Thanks for all the great pictures too
__________________
1977 Chevy K20 1959 Chevy Apache 3200 |
|
|
|
|
| Bookmarks |
|
|







 Linear Mode
Linear Mode

