To truly critique your welds a picture of the backside would be required.
A wise man once told me that the first things to replace when trouble shooting an issue is the part that is FREE or CHEAP to fix. If you look on most welding forums, you'll find that welding wire in .023, .030, AND .035 all fall within the range for 18 gauge steel sheet metal. So before I would go out and buy a roll of .023 wire just because someone else used it (and likely on a different machine than you have), I would exhaust all efforts to tweak your settings and techniques using the roll of .030 that you already have (FREE).
For initial set up on a MIG, I look first and foremost for FULL WELD PENETRATION while using a tight fitting butt weld, doing single tacks, or "dots". Next, in the case you do have too much heat as evidenced by a blowout, realize that first and foremost, the one thing you DO have is full weld penetration. The panel is "blowing out" because there is not enough filler wire going in for said amount of heat, hence the panel becomes the consumable wire. So before turning down the heat, add more wire feed speed until you no longer have blowout. Now you are where you can fine tune the settings but more importantly, fine tune the operator of the torch. Get out of your head that the heat control knob is the only thing that controls the heat that the panel sees. If you can increase the heat, increase the feed speed, and decrease the elapsed time of trigger pull, you will in essence have a full penetrating weld with less proud for less planishing needed, less grinding needed. More heat on the welder gives you a flatter weld. Less time on the trigger means the panel sees the same or less heat than with colder settings and longer trigger.
The colder your weld, the more proud you have on the top side of the panel, the less penetration you have in the panel. Once you have a cold joint, grind it off. You can pile on another 1/2" of blob, it will never penetrate properly.
And because I have plenty of pictures, here's some test samples that I did. Side note..... you ran out of wire and just installed a new roll. Whether it's the same brand you used before or not, do some test samples if you are welding sheet metal. Always find out how everything works on a practice piece before jumping in on your good panels. Much of todays welding wire is made who knows where of who knows what. Get comfortable with it on scraps.. Also, note the pictures below show my test coupons in free air, just as your quarter panel on a car is. We don't do test coupons laying on a steel workbench because it is a heat sink and does not match the same conditions as the panels on your vehicle. Your practice should match those same conditions as your vehicle, so you are setting up the welder, fine tuning the settings, and fine tuning the operator...…all in the same conditions that exist on the vehicle... before you jump on your good panels
Installed .035 ER70S-7 in the machine, dialed in the settings for 3/16 thick steel, and ran some test welds... YES! HEAT SET FOR 3/16 STEEL! YES, .035 WIRE!!
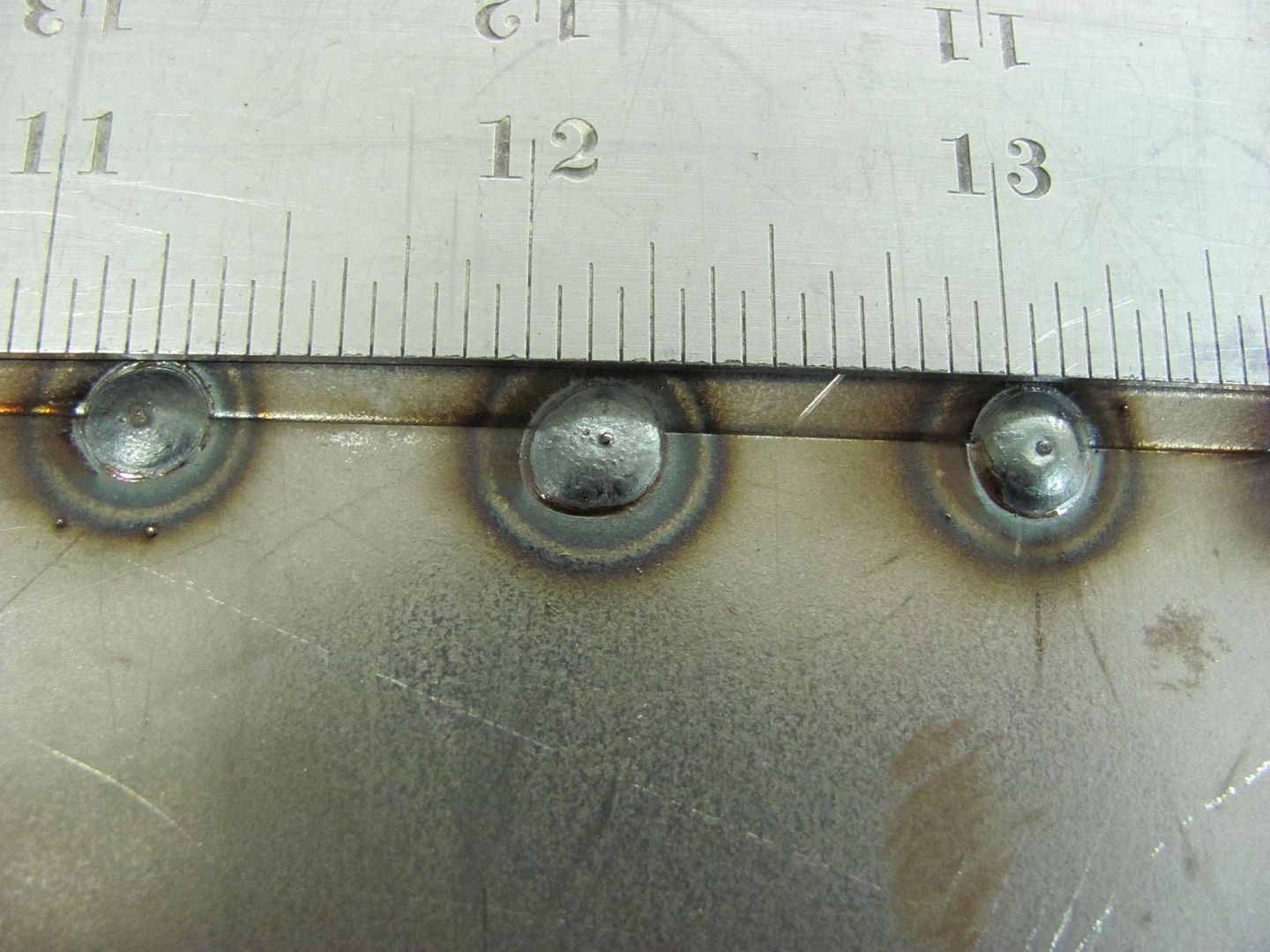
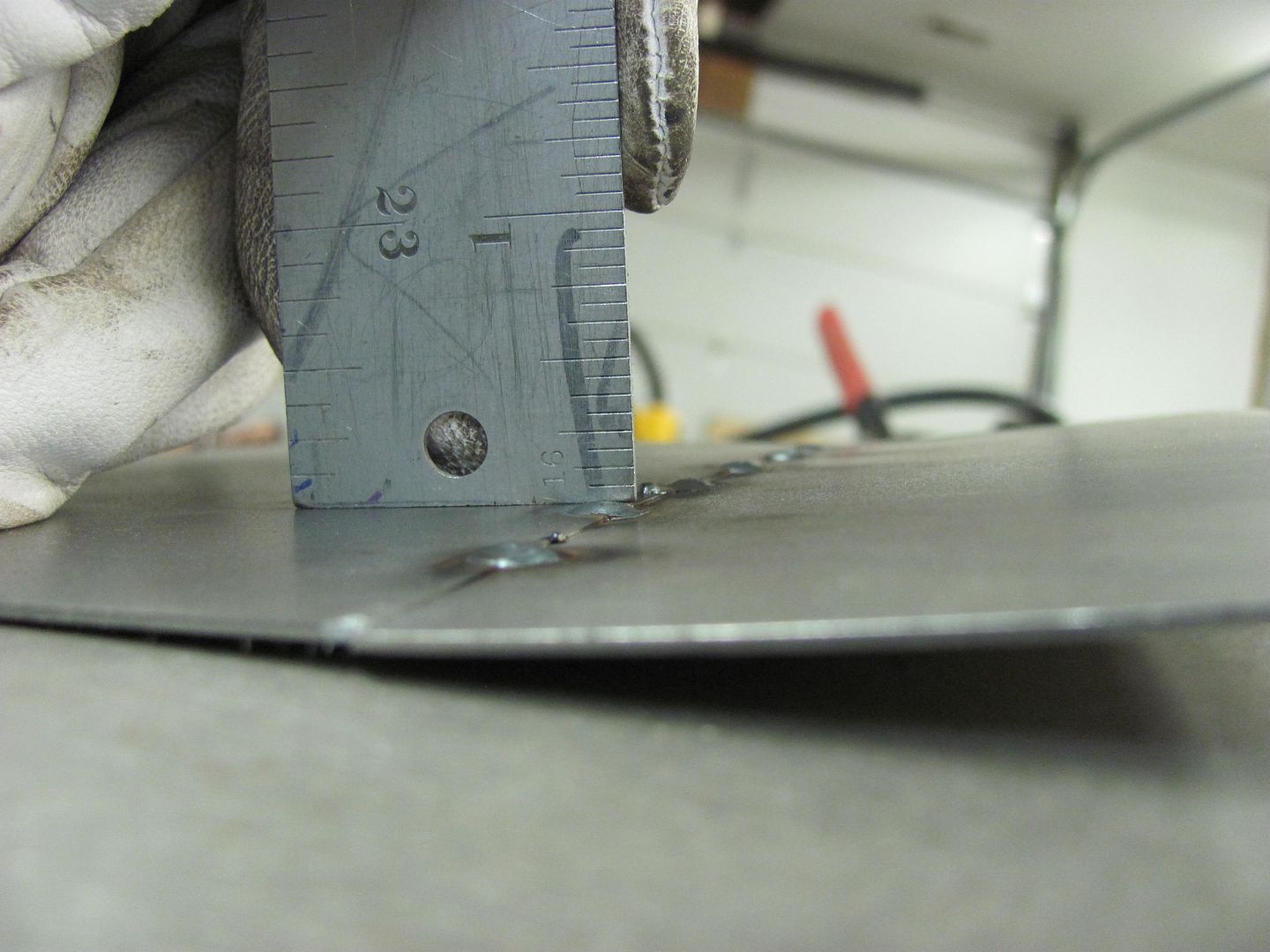
Note the minimal HAZ for the size of the weld dot, note the minimal build in the side profile shots...………..
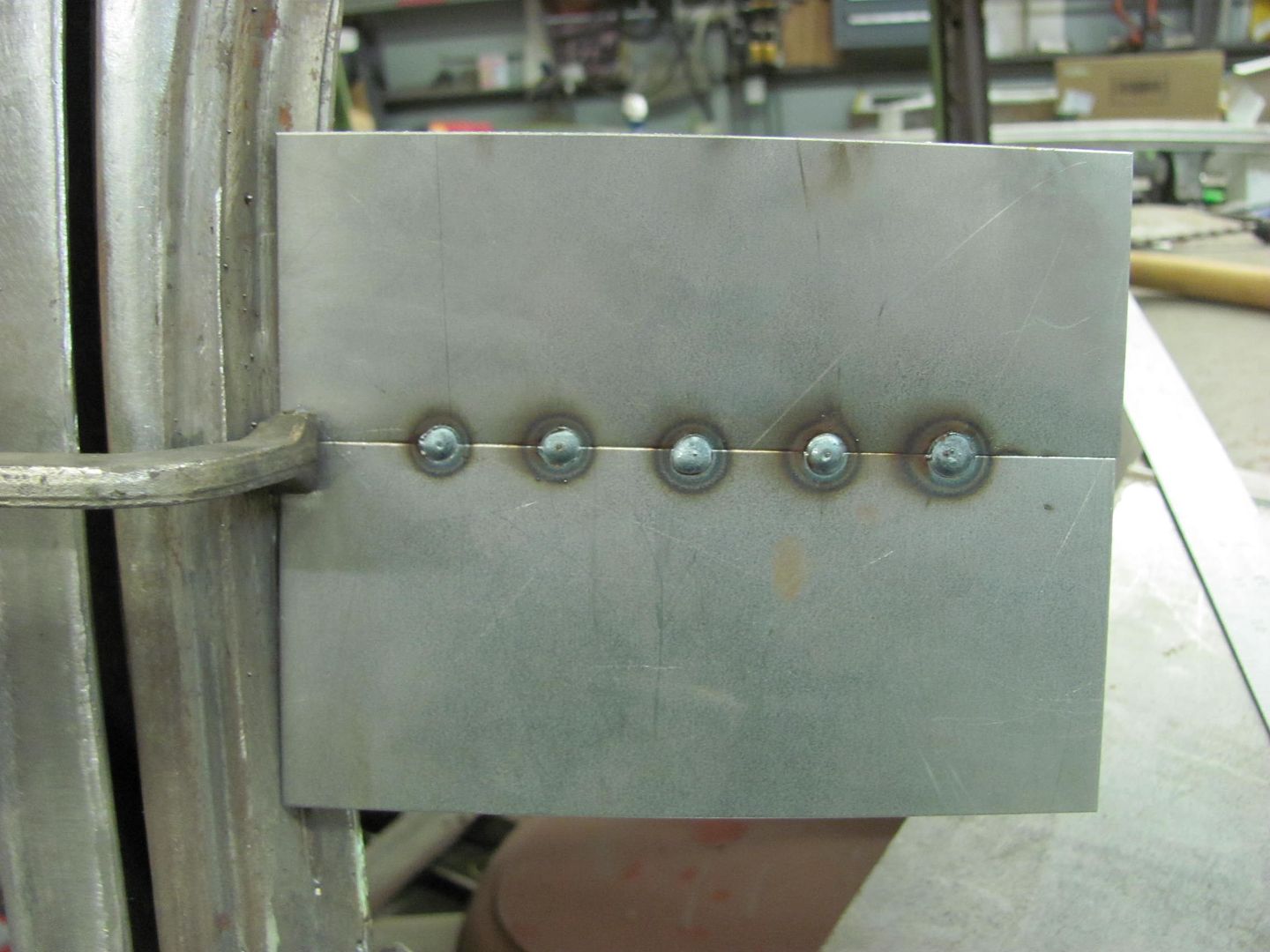
Front side....

Rear side....
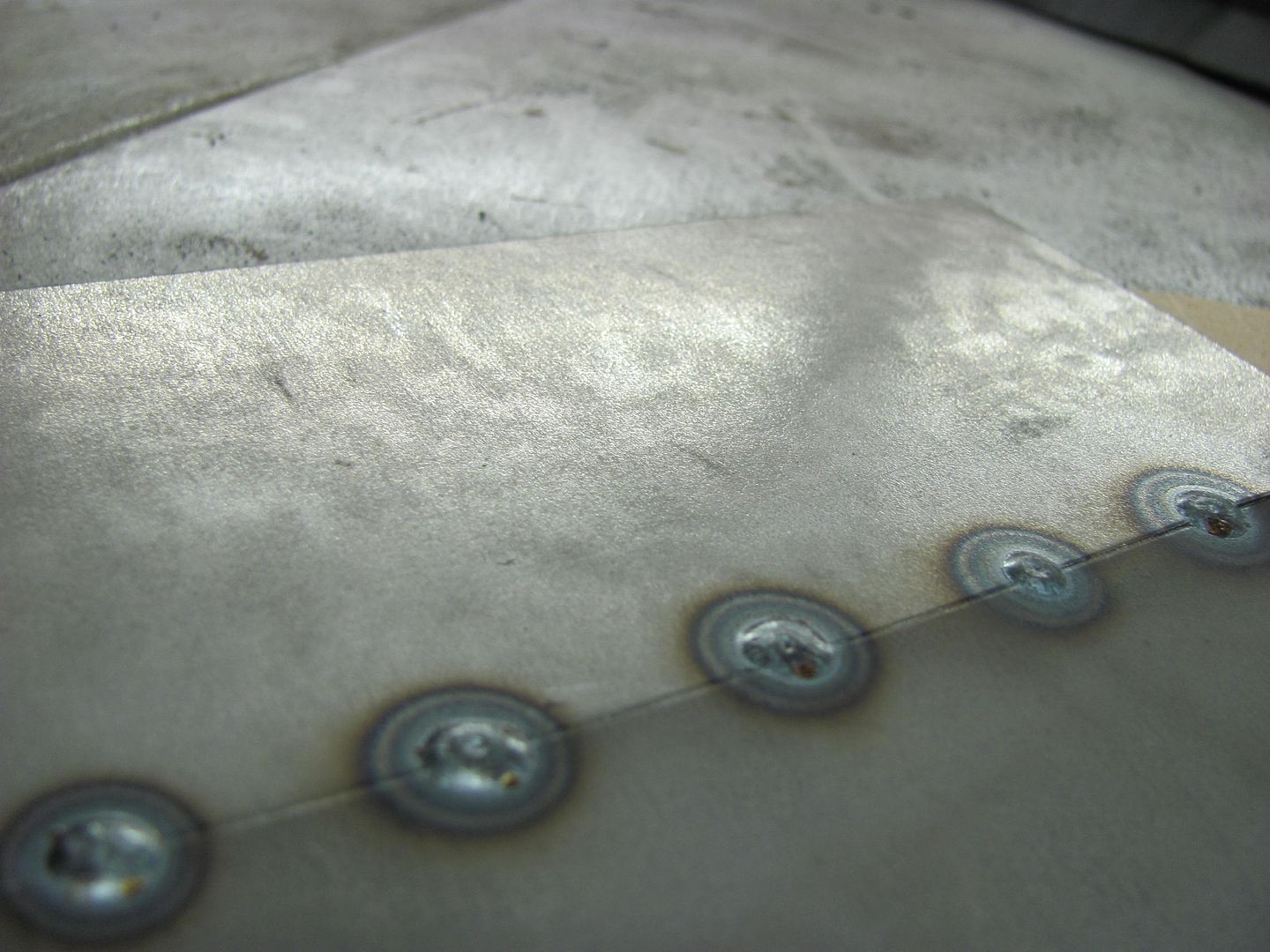
The duration of trigger pull on these was less than a second, likely about 1/2 second. So the end goal of your practice should be welder setup, adjusting operator technique, and minimal proud/flatter welds having full penetration..