Alright folks, now time for the coolest part of the build, what I call the "Every Man's Eaton" build, because anyone with access to a lathe, good welding skills, and a lot of time with a tape measure, pen and paper, can build this same axle. But like an idiot, I forgot to get pictures of the making of the most important part, the housing extensions. Anyway, here's a mini-build dedicated to my Eaton HO72/Dana 60 hybrid front axle.
The housing for this project started out as a '58 Eaton HO72 with slide on drums, meaning this axle is about 1/2'' narrower per side than later Eatons (I learned this the hard way after getting this housing all cleaned up and then mocking up my disc brakes....), the difference can be seen in the spindles if you compare one of these older housings to a later Eaton, unfortunately I don't have pictures of that difference but take my word for it, the width difference can also be seen when comparing later Eaton shafts to older ones.
It went from this ('58 housing, complete)....

To this, spindles cut off immediately behind the weld holding the backing plate flanges to the housing, everything removed from the housing (leaf perches, shock brackets, etc., the perches you see in the pic are for mock up)...

Now keep in mind I am building this without having a Dana 60 to measure stuff from, so I had to track down the information I needed on the internet. I bought my inner C's from ebay and had those, but I have nothing from the knuckles out, so I had to know some basic measurements of a Chevy Dana 60 housing to figure out how wide to make my Eaton housing and tube extensions. For some reason this basic info is non existent on the internet so I had to post on Pirate to get some of the information, and even then it wasn't quite everything I wanted to know but I had to work with it.
Anyway, I knew a Chevy Dana 60 front axle has a WMS-WMS width of 69''. I knew this would be too wide for my GMC and it would look stupid with a 65'' wide rear axle, so I wanted to narrow it to 67'' WMS-WMS give or take 1/2''. After posting a request for some Chevy Dana 60 housing measurements, someone was able to get some rough basic measurements for me, good enough to get this axle into the ball park for the width that I wanted. For a Chevy D60 stock housing, with kingpins installed on the inner C's, top of king pin center to top of king pin center is 53'', so this was a very good starting point dimension for me. Would have liked to know the width from end of axle tube to end of axle tube, but couldn't get that info so I went with the 53'' KPC to KPC dimension.
I mainly use PlasmaCAM for drawing since I've forgotten how to use AutoCAD. Something cool about PlasmaCAM is I can turn a picture into a line drawing, use a known dimension and scale part of the drawing to that and have a pretty accurate drawing. I found a detail of a Chevy Dana 60 inner C/knuckle/spindle/hub/rotor assembly, scaled the drawing up in PlasmaCAM so the axle tube in the drawing was 3 1/8'' in PlasmaCAM, checked drawing dimensions against known dimensions posted online and everything checked out. I wont make everyone bored with all of the details of drawing it, but I drew it and all measurements checked out in the drawing, so hopefully it will turn out right!

Here is a quick screenshot of what the HO72/60 hybrid looks like in 2D...
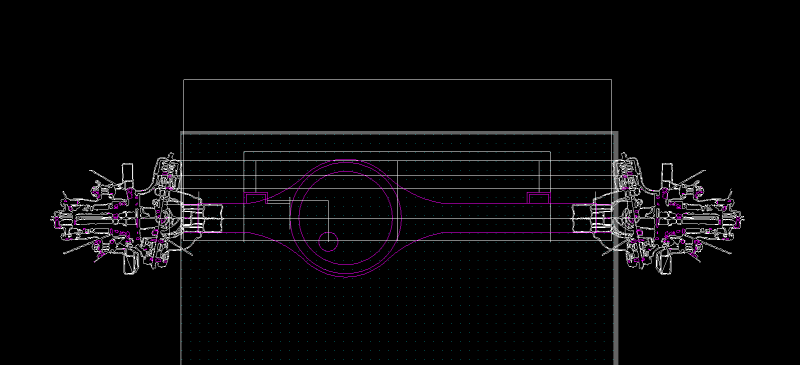
After drawing it up I knew how much more I would need to cut off the short side of the housing and how much I would need to extend the long side. Well I was able to figure out how I could do it without it being obvious that it was extended. The center chunk is a little closer toward the center of the truck, but the pinion center line to leaf spring distance is about the same as a passenger drop Chevy 10 bolt front axle, so no big deal there.
Anyway, I set it up so I only had to extend the housing 1.75'' on each side, which is all that each inner C needs to press on to. So to make my life easier, I decided that the extensions would have the same OD as a D60 axle tube, so I could press it onto the C and not deal with trying to have the housing turned down or the C's bored. I ordered 12'' of 3.125''x.5'' DOM tube from Speedymetals (To the tune of $101 shipped!

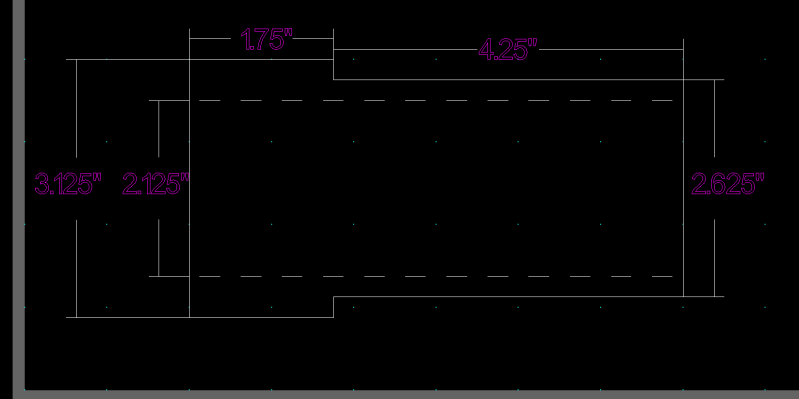
) and cut it into two 6'' long pieces and spent a couple hours on the lathe turning the chunks of tube into housing extensions/inner C adapters. Unfortunately I forgot to take pictures of these before I pressed the C's onto them and put everything on the Eaton housing for the final time. So to make up for that, I drew up a quick dimensioned side profile view of these extensions/adapters.
When I pressed the inner C's onto the extensions, I froze the extensions prior to make pressing a bit easier. It was definitely a very tight press fit even with the extensions frozen, I would say very close to factory spec, took something like 34 tons on the 40 ton press where I work.

After that I milled a flat on the extensions to clear the seam of the tubes on the Eaton housing and have a bit of wiggle room to adjust my caster before tacking it together.
When I was ready to put the C's with extensions into the Eaton housing, I once again froze them since I turned the extensions to exactly the same OD as the ID of the HO72's tubes, which meant for a very tight fit at room temp, and a snug slip fit when frozen. Set my pinion angle to 6* up at the transfer case, and caster angle to top of inner C's back at 6*, for a total combined angle of 12*. All angles and measurements checked out right on the money, so everything was tacked together after the frozen C's/extensions warmed up to room temp.
Prior to all of this I cut 4 holes at the end of the HO72 housing tubes for plug welds, so after everything was tacked, I decided I would go ahead and do the plug welds and grind them smooth with the housing. Next step will be to put the final weld around the C's to secure them to the extensions and main housing. Going to do this at work with a Miller 350P MIG machine set up for pulsed spray transfer, I want a good hot weld that will penetrate well into all 3 parts at each end.
So here is how it sits now, caster and pinion angle set, awaiting final weld around the C's, and soon will get a nice pair of 6'' long spring perches from WFO concepts.


An attempt at a cool looking picture with the macro feature turned on, note the beefy 1/2'' wall tube at the C, same as any Dana 60, so aftermarket outer axle seals will work for this setup. Also note the inner C gussets, because they make it look like I am going to wheel it in such hardcore terrain that I might need such additional strength,
and to make it hardcore enough for the Pirate4x4 web wheelers, too...

