|
Register or Log In To remove these advertisements. |
|
|
|
|||||||
 |
|
|
Thread Tools | Display Modes |
|
|
 04-24-2021, 09:40 PM
04-24-2021, 09:40 PM
|
#1 |
|
Registered User
 Join Date: Jan 2011
Location: Chattanooga TN
Posts: 6,210
|
Questions for the welding pros
Asking for input / opinions. This is my first time ever welding anything.. and my first attempt shortening a bedside (of course)
Pop and I bought an original long bed a few months ago. The truck had a camper top on it since it was new. Original wood floor, etc. Very nice inner wheel tubs, the header panel is the straightest I've ever found. I gave $400 for the whole bed. I just bought it for the wood floor header, cross sills, etc. I was just going to put short bedsides on it for my 67, but the more I looked at it .. The long bedsides were very straight but the bottom edge was pretty rusty. It was weird. I think maybe the bed sat on the ground somewhere for a while? Both sides, front and rear had some rust in it. So to fix the rust and change the lwb / swb lower front lip I just put a new panel along the bottoms. My truck is a 67, so I cut these in a way to delete the side markers too. This bedside was the worst of the two, the other side is in much better shape. I just figured if I messed this one up I basically got it free.. I'd just sell the other side But I think it looks ok (?) For the welders.. I'm asking for help. Does this look ok? I have a Hobart Handler 180. 220v unit. It's on the lowest heat setting, .030 wire and around 55 on the wire speed seems to be working. (?) 75/25 mix on around 18cfh.. I have never welded before. Just watching videos and researching. I'm a car guy, yes.. just trying to teach myself to weld. There was some 40yr old scale on the back of the panels that I treated with a rust / scale converter from Locktite. I sprayed the whole inner panels before welding. I tacked about every 6 in, then moved. Alternating to keep the heat out. It seems to have worked? I knocked it off a little bit, yes I did have a couple places where it blew through. I did the best I could. Do you guys think this will hold? A body shop supply friend of mine suggested a skim coat of a product by UPOL. It has a Aluminum filler base, I messed around with it a little. It seems to sand very well. Would you guys go ahead and skim coat it? Thanks.
__________________
Chad 1967 C10 SWB - Project Savannah - 6.0/4L80 *Currently underway* 1968 C10 SWB - TOTY 2018, 50th Anniversary Tribute Project * Sold * Pride and Joy 1986 Silverado Short Fleet - Scarlet *Sold* 1985 Silverado Short Fleet *Sold* 2022 Jeep Gladiator Mojave 2001 Jeep Cherokee XJ 4x4 - Lifted, Built 1992 Jeep Cherokee XJ 4x4 - Lifted 2013 Honda Accord EX-L v6 Coupe 6spd (wife's ride) |
|

|
|
04-24-2021, 10:26 PM
|
#2 |
|
Registered User
Join Date: Dec 1999
Location: Austin, TX, USA
Posts: 7,723
|
Re: Questions for the welding pros
That will hold. Your fitup us awesome. Great work. My only recommendation is ditch the .030 wire for .023 and carry on.
I would certainly skim coat it. 95% gets sanded off. Then I would spray the whole thing with something like Featherfill and block it before sealer and paint.
__________________
44 Willys MB 52 M38A1 64 Corvette Coupe 68 Camaro 'vert LT1 & TH700 69 Z/28 355 12.6's @110 69 Chevy Short Step 4 1/2"/7" drop 72 Jimmy 4WD 4spd 4" & 35's 02 GMC 2500HD 4x4 Duramax |
|
|
|
|
04-24-2021, 10:35 PM
|
#3 |
|
Registered User
Join Date: Jun 2015
Location: Carlos MN
Posts: 2,095
|
Re: Questions for the welding pros
When we filled holes on my 68 the body shop guy had me use fiberglass filler over the welds. Then typical body filler. I then used a 2 part epoxy on the inside to make sure no moisture could come in from the back side.
|
|
|
|
|
04-25-2021, 09:51 AM
|
#4 |
|
Post Whore
 Join Date: Feb 2016
Location: Portland Oregon
Posts: 11,289
|
Re: Questions for the welding pros
As recommended switch to the .023 wire size. It will help minimize the heat induced warpage.
I suggest taking a straight edge and laying it on your completed welds as you go to see if you have any distortion. This may help you visualize how heat effects the metal as you work. Personally I would hold off doing any filler work until the box was assembled, mounted and checked to be as straight and true as possible. Using string to pull tight lines can help check the panel alignment. You're doing great work. I wish my first panel replacement had gone as well.
__________________
Thanks to Bob and Jeanie and everyone else at Superior Performance for all their great help.  RIP Bob Parks. 1967 Burban (the WMB),1988 S10 Blazer (the Stink10 II),1969 GTO (the Goat), 1970 Javelin, 1952 F2 Ford OHC six 4X4, 29 Model A, 72 Firebird (the DBP Bird). 85 Alfa Romeo If it breaks I didn't want it in the first place The WMB repair thread http://67-72chevytrucks.com/vboard/s...d.php?t=698377 |
|
|
|
|
04-25-2021, 10:36 AM
|
#5 |
|
Registered User
Join Date: Jan 2011
Location: Chattanooga TN
Posts: 6,210
|
Re: Questions for the welding pros
Thanks fellas. I've always wanted to learn to weld and found a deal on the 180, full tank of shielding gas etc. Complete rig, $600. Cart, helmet and everything.
So, I thought I'd give it a shot. The welder had .023 in it when I bought it actually. The smaller wire just felt like ( to me) it wasnt filling fast enough to bridge the cut lines. But it makes sense that it wouldnt put as much heat in the panel. I still have the other bedside and I'm going to do basically the same repairs to it. I'll try again with the .023 on that one. Thank you for the suggestions. I'm just kinda learning as Ii go. Worst case I'll have a descent 67 bedside and a little practice. I do like welding though. It's not perfect but I'm getting better. Just trying to save this bedside in the process. It's really good along the whole back side and wheel well. It was just rusty along the bottoms. The rear patch panel section only comes in LWB, so I had to cut it down too. That's why the cut lines are the way the are. Theres still a little lip along the bottom edge that needs trimmed off to straighten that edge. The LWB panel -8 in changes the lower line a little bit.
__________________
Chad 1967 C10 SWB - Project Savannah - 6.0/4L80 *Currently underway* 1968 C10 SWB - TOTY 2018, 50th Anniversary Tribute Project * Sold * Pride and Joy 1986 Silverado Short Fleet - Scarlet *Sold* 1985 Silverado Short Fleet *Sold* 2022 Jeep Gladiator Mojave 2001 Jeep Cherokee XJ 4x4 - Lifted, Built 1992 Jeep Cherokee XJ 4x4 - Lifted 2013 Honda Accord EX-L v6 Coupe 6spd (wife's ride) |
|
|
|
|
04-25-2021, 10:51 AM
|
#6 |
|
Registered User
Join Date: Jan 2011
Location: Chattanooga TN
Posts: 6,210
|
Re: Questions for the welding pros
Heres a few more pictures of it as I went along. The bedside had some spots of rust on it, I guess where the upper trim holes were? But I treated it with the Loctite encapsulate / converter stuff too.
I cut the front in a way to save the front stake pocket and the rear to save that body line too. I'll be filling the trim holes and deleting the center stake pocket soon. I'm just going to use a section of the top rail that I cut out, to tack back in for the center pocket hole. I'll post more as i finish it up. Thanks again for the help.
__________________
Chad 1967 C10 SWB - Project Savannah - 6.0/4L80 *Currently underway* 1968 C10 SWB - TOTY 2018, 50th Anniversary Tribute Project * Sold * Pride and Joy 1986 Silverado Short Fleet - Scarlet *Sold* 1985 Silverado Short Fleet *Sold* 2022 Jeep Gladiator Mojave 2001 Jeep Cherokee XJ 4x4 - Lifted, Built 1992 Jeep Cherokee XJ 4x4 - Lifted 2013 Honda Accord EX-L v6 Coupe 6spd (wife's ride) |
|
|
|
|
04-25-2021, 11:23 AM
|
#7 |
|
Senior Member
 Join Date: Feb 2014
Location: new smyrna beach fl / 29 palms cal
Posts: 1,727
|
Re: Questions for the welding pros
Looks good but you would have less distortion if you didnt use the holders as they created a gap between the two panels the tighter the but weld the less shrinkage and the less distortion Robert would be a good one to chime in he is the best at explaining how metal reacts to welding
__________________
Hand made A/C vent manifolds for 64-66 trucks adapts any aftermarket A/C to OEM vent |
|
|
|
|
04-25-2021, 01:27 PM
|
#8 |
|
Post Whore
 Join Date: May 2015
Location: Alabama
Posts: 14,662
|
Re: Questions for the welding pros
I agree with nsb...Robert or John would really be the ones to listen to...
I shortened a lwb bed into a swb in my IH build..I used the panel clamps as well on it.. But I've since found that butted panels with no gap are better... Did you hammer and dolley your welds as you went?.. I used a combo of .023 and ,030 on mine ...I agree the .023 did a little better..trick is dont spend to much time making the tack..that helps create less haz.. Another tip would e use a copper backer...that helped prevent burnthru... To have never welded you sure didnt pick the easiest thing to learn one..but looks like you did a good job..
__________________
Mongo...aka Greg RIP Dad RIP Jesse 1981 C30 LQ9 NV4500..http://67-72chevytrucks.com/vboard/s...d.php?t=753598 Mongos AD- LS3 TR6060...http://67-72chevytrucks.com/vboard/s...34#post8522334 Columbus..the 1957 IH 4x4...http://67-72chevytrucks.com/vboard/s...63#post8082563 2023 Chevy Z71..daily driver |
|
|
|
|
04-27-2021, 01:47 AM
|
#9 |
|
Registered User
Join Date: Jan 2013
Location: Leonardtown, MD
Posts: 1,647
|
Re: Questions for the welding pros
If you've ever welded on both sides of one of those butt clamps, you see that the panel shrinks/pulls together such that the clamp can be difficult to remove. This is an indicator that the panel will be losing crown in the case of a crowned panel, ie: roof skin, hood, etc.
Part of the reason we use butt welds is to duplicate the original metal "flavor and feel" so that when someone looks at the backside of a panel or under the floor pans, they don't see a flange repair, or have to contend with ghost lines on exterior painted panels. We can effectively cut out damaged (rusty) metal, butt weld in a new section, planish/metal finish/filler as needed, and we can have an invisible repair that for all practical purposes should be a permanent repair. Part of the reason you see recommendation to use TIGHT butt welds, is that it eliminates open area that allows any panel movement, ie: as the weld shrinks, the panel pulls together. If the crown of our patch used to match prior to welding, weld shrinking along with the panel's pulling closer together (due to a gap) is going to pull in some of the crown. If it is a flatter crown, such as the middle of a quarter panel or top of a roof/hood, it is more noticeable as the crown in these areas is normally minimal/just enough to maintain the shape, and may result in oil canning. If it is a concave crown, such as a reverse where the wheel opening flare comes outward, then the weld seam has a tendency to pull outward as it shrinks. The following pictorial shows an exaggerated crown and gap primarily so you can see it in such a small area. But it shows what happens as weld shrinkage and panel movement pull at the surrounding area. In the bottom view, the red line depicts where the crown was originally. 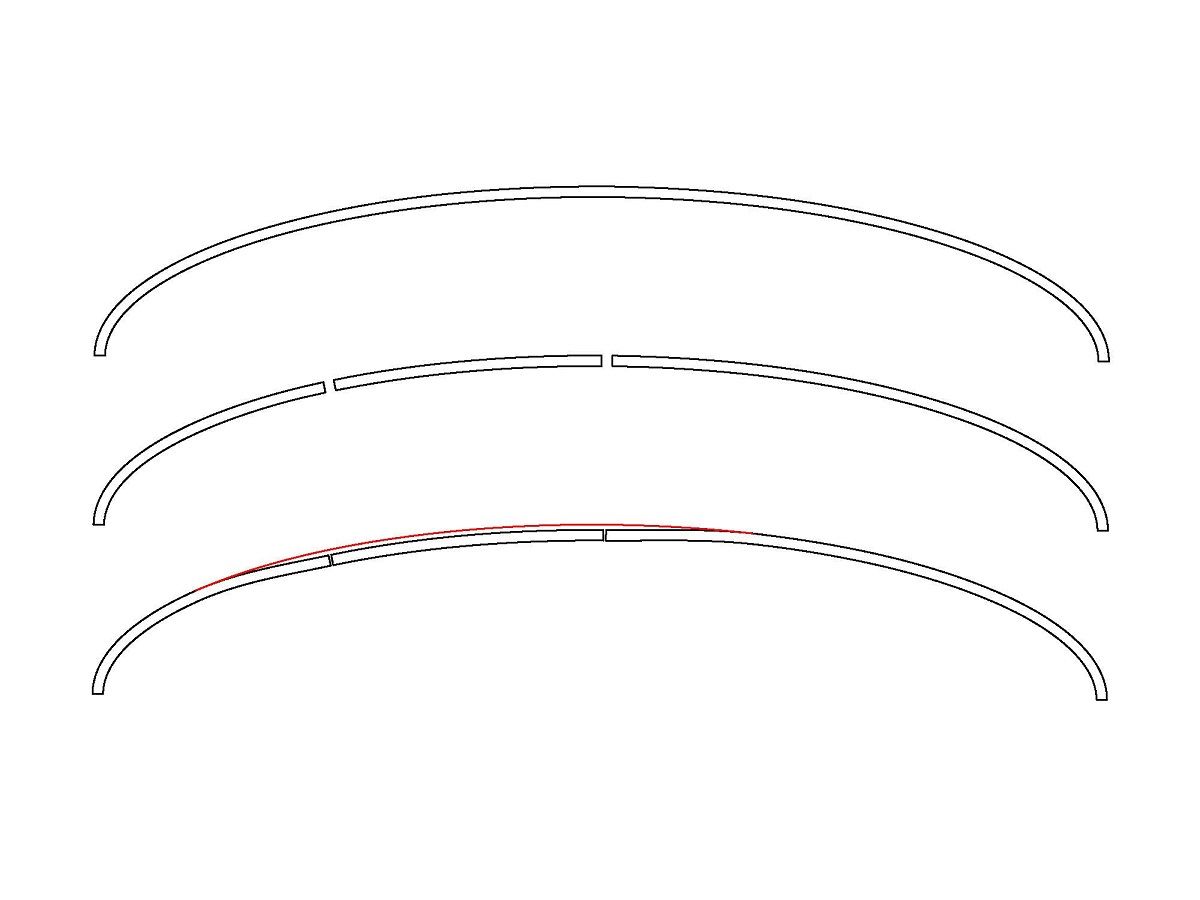 With tight butt welds we do need to planish in order to remove any deformation caused by shrinking, and add some stretch back into the area. This should be the extent of our planishing effort, as the tightly fitting panels prevent the panel pull from adjacent areas (that a gap allows, resulting in loss of crown). In the case of any gappage around a patch, we would need to planish even more to add enough stretch to overcome this loss of crown, or add filler as needed. In panels like hoods, trunk lids, and roof skins, that continual crown shape is what helps support the entire panel free from oil cans. Any low spot derived from a gap (panel pulls together) combined with weld shrinkage may serve as an interruption to that support. Looking at your quarter panel, one would expect in the case of a normal butt weld that the edges of the panels against each other will be a positive stop against any pull from adjacent areas. The only planishing we should need to do is to overcome any shrinking issues due to weld heat. Absent any planishing one would expect the panel to show the following signs:  If your welds show any of those signs, then additional planishing is in order. The lower part of your quarter does appear to have some low areas that should need more planishing to bring them up.
__________________
Robert Last edited by MP&C; 04-27-2021 at 02:30 AM. |
|
|
|
|
04-27-2021, 02:22 AM
|
#10 |
|
Registered User
Join Date: Jan 2013
Location: Leonardtown, MD
Posts: 1,647
|
Re: Questions for the welding pros
To truly critique your welds a picture of the backside would be required.
A wise man once told me that the first things to replace when trouble shooting an issue is the part that is FREE or CHEAP to fix. If you look on most welding forums, you'll find that welding wire in .023, .030, AND .035 all fall within the range for 18 gauge steel sheet metal. So before I would go out and buy a roll of .023 wire just because someone else used it (and likely on a different machine than you have), I would exhaust all efforts to tweak your settings and techniques using the roll of .030 that you already have (FREE). For initial set up on a MIG, I look first and foremost for FULL WELD PENETRATION while using a tight fitting butt weld, doing single tacks, or "dots". Next, in the case you do have too much heat as evidenced by a blowout, realize that first and foremost, the one thing you DO have is full weld penetration. The panel is "blowing out" because there is not enough filler wire going in for said amount of heat, hence the panel becomes the consumable wire. So before turning down the heat, add more wire feed speed until you no longer have blowout. Now you are where you can fine tune the settings but more importantly, fine tune the operator of the torch. Get out of your head that the heat control knob is the only thing that controls the heat that the panel sees. If you can increase the heat, increase the feed speed, and decrease the elapsed time of trigger pull, you will in essence have a full penetrating weld with less proud for less planishing needed, less grinding needed. More heat on the welder gives you a flatter weld. Less time on the trigger means the panel sees the same or less heat than with colder settings and longer trigger. The colder your weld, the more proud you have on the top side of the panel, the less penetration you have in the panel. Once you have a cold joint, grind it off. You can pile on another 1/2" of blob, it will never penetrate properly. And because I have plenty of pictures, here's some test samples that I did. Side note..... you ran out of wire and just installed a new roll. Whether it's the same brand you used before or not, do some test samples if you are welding sheet metal. Always find out how everything works on a practice piece before jumping in on your good panels. Much of todays welding wire is made who knows where of who knows what. Get comfortable with it on scraps.. Also, note the pictures below show my test coupons in free air, just as your quarter panel on a car is. We don't do test coupons laying on a steel workbench because it is a heat sink and does not match the same conditions as the panels on your vehicle. Your practice should match those same conditions as your vehicle, so you are setting up the welder, fine tuning the settings, and fine tuning the operator...…all in the same conditions that exist on the vehicle... before you jump on your good panels Installed .035 ER70S-7 in the machine, dialed in the settings for 3/16 thick steel, and ran some test welds... YES! HEAT SET FOR 3/16 STEEL! YES, .035 WIRE!! Note the minimal HAZ for the size of the weld dot, note the minimal build in the side profile shots...……….. 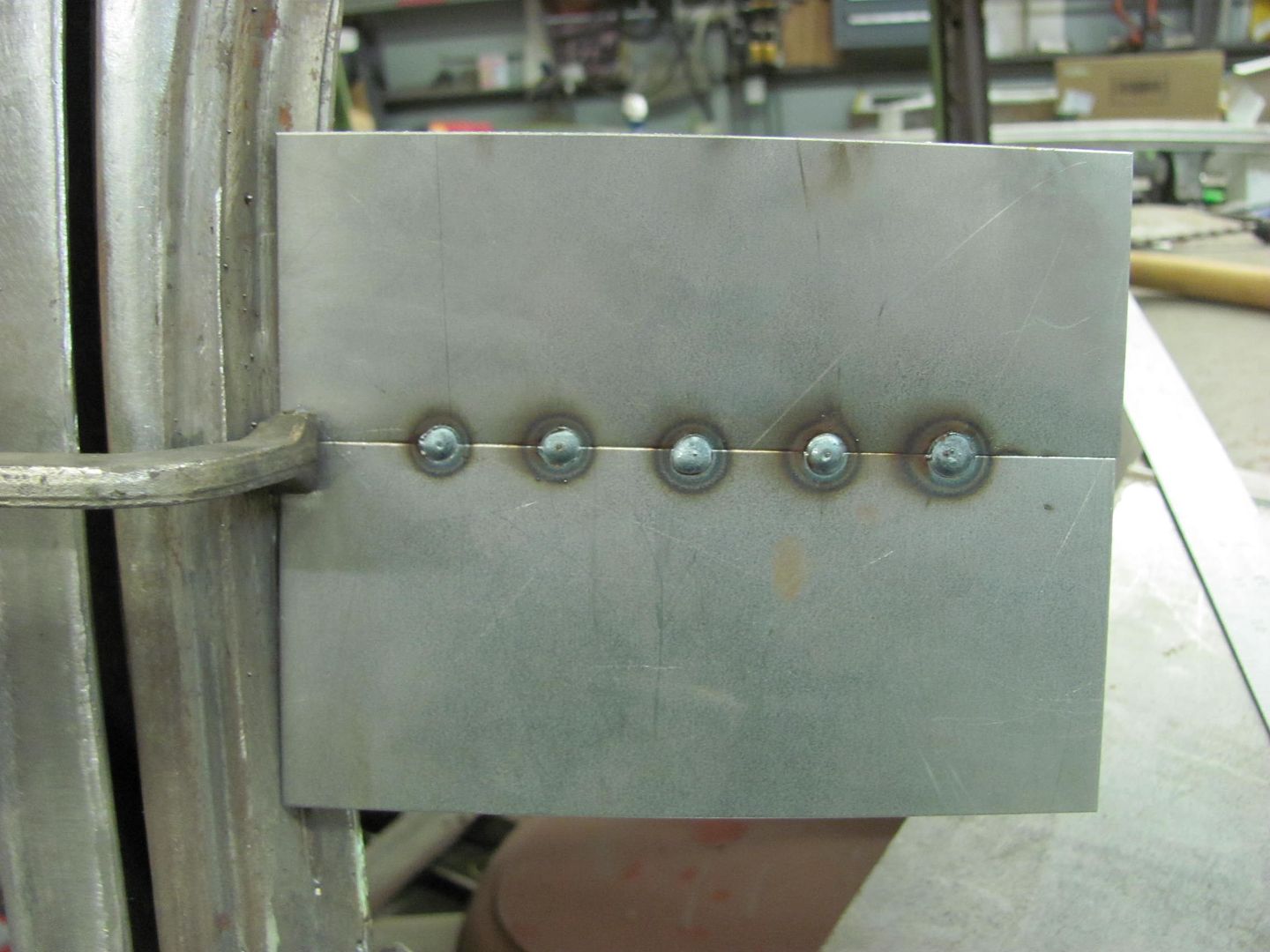 Front side.... 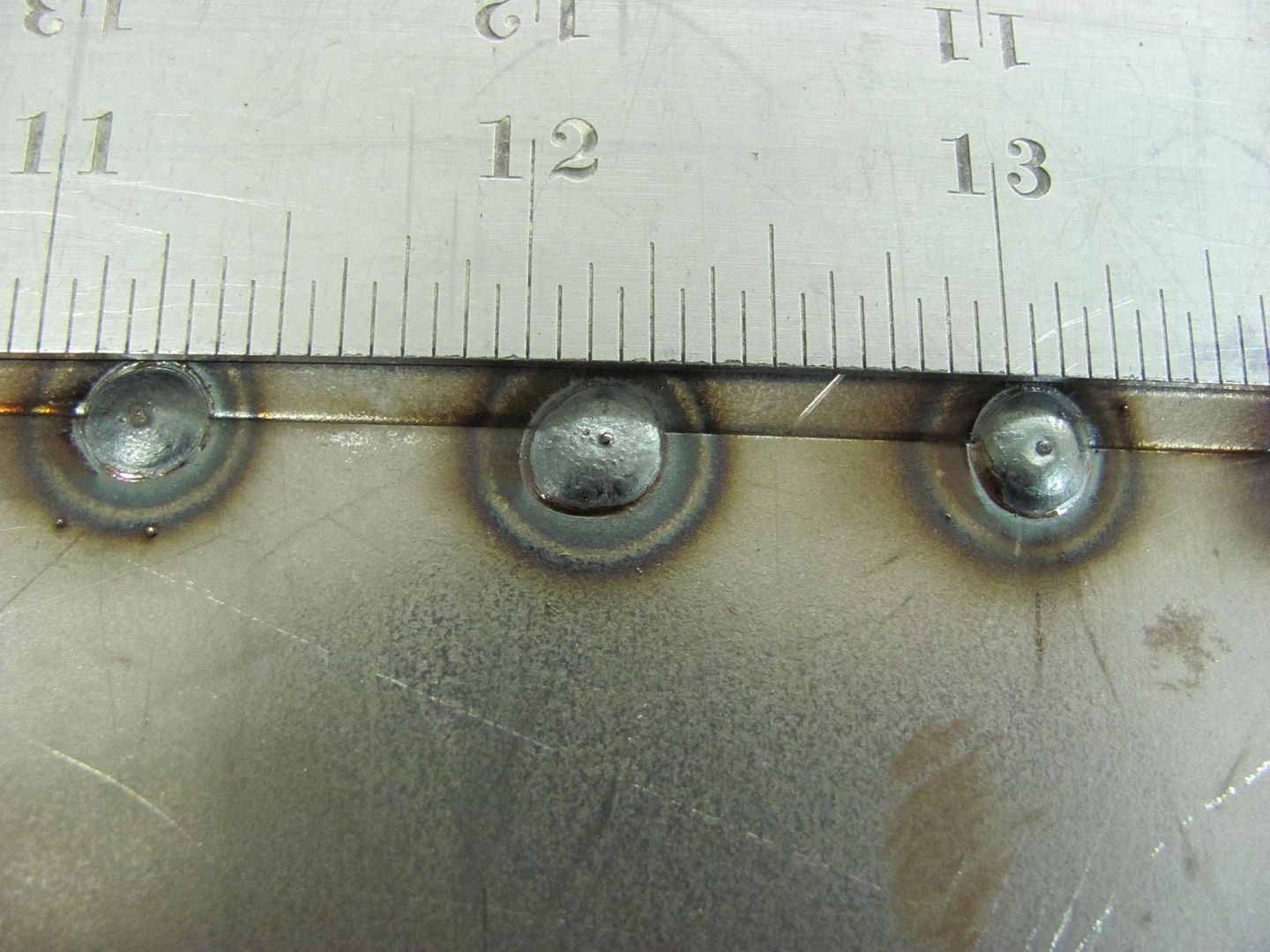  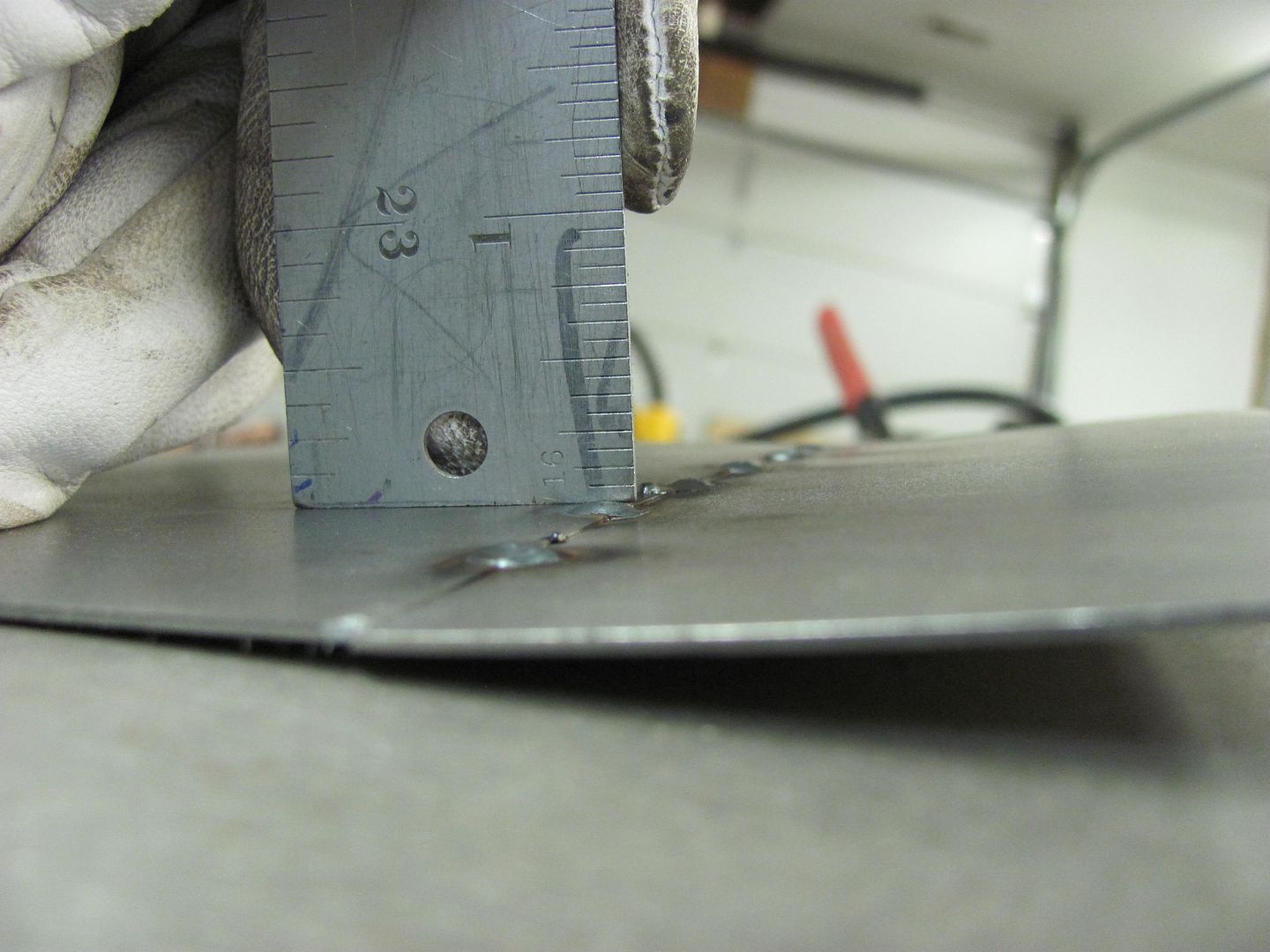 Rear side.... 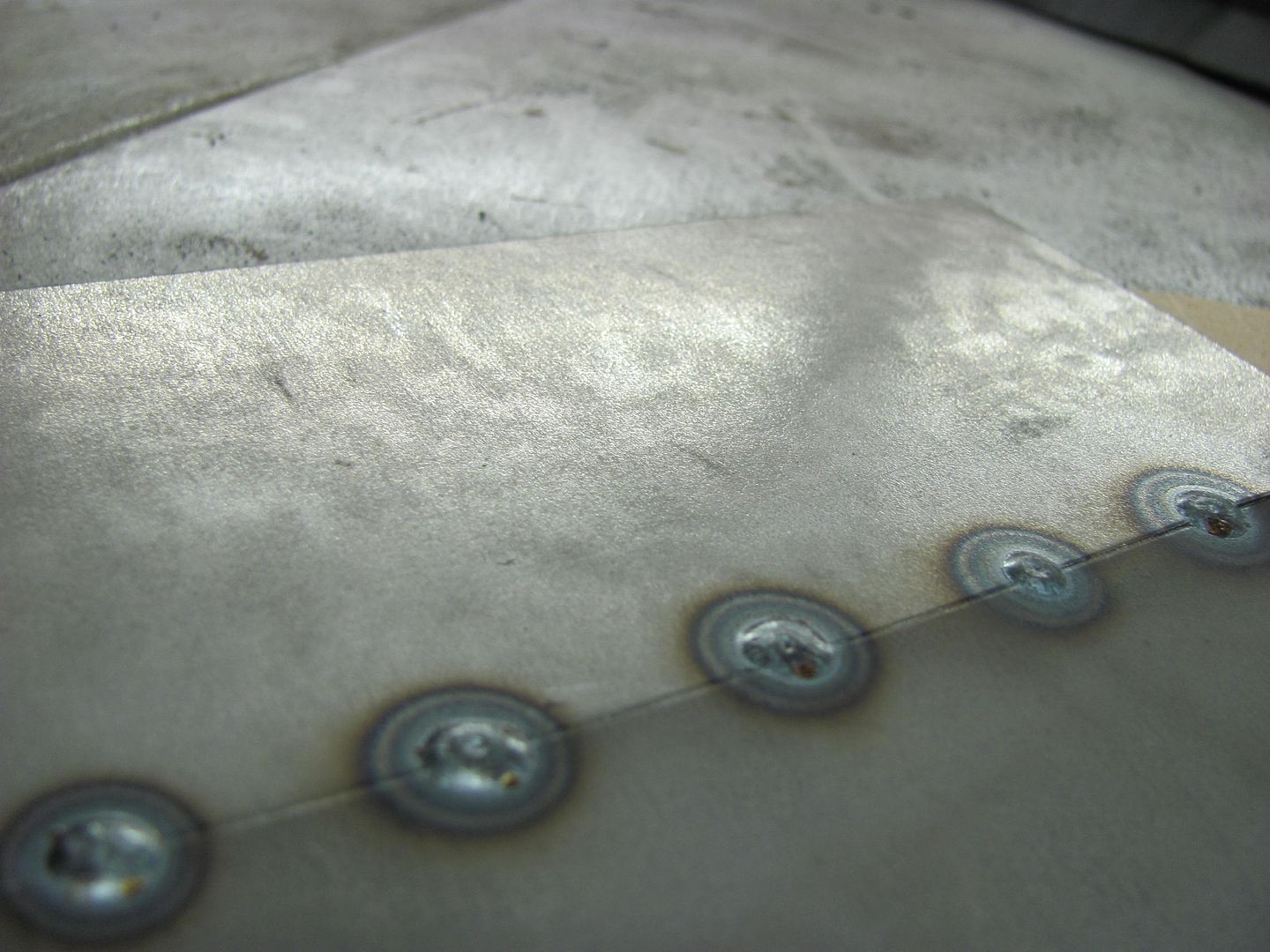 The duration of trigger pull on these was less than a second, likely about 1/2 second. So the end goal of your practice should be welder setup, adjusting operator technique, and minimal proud/flatter welds having full penetration..
__________________
Robert |
|
|
|
|
04-27-2021, 02:34 AM
|
#11 |
|
Registered User
Join Date: Jan 2013
Location: Leonardtown, MD
Posts: 1,647
|
Re: Questions for the welding pros
You didn't discuss your weld process much in the first post, so I'll show what I do when MIG welding sheet metal...
Let's say we are installing a lower door skin to repair some rust. The repair panel has been trimmed for zero gap (or as close as we can), and the panel is tacked on, starting at one end, and working PROGRESSIVELY TOWARD the other. Don't skip around from one end to the other as you have a greater chance of misalignment in that you may have more metal trapped on one side than the other, which will result in a buckle from the excess metal once the welds bring it together. So I start at one end, tack, move an inch or so, align the panels together, make another tack, repeat. This insures the panels are correctly aligned as you work progressively from one end of the weld seam to the other. 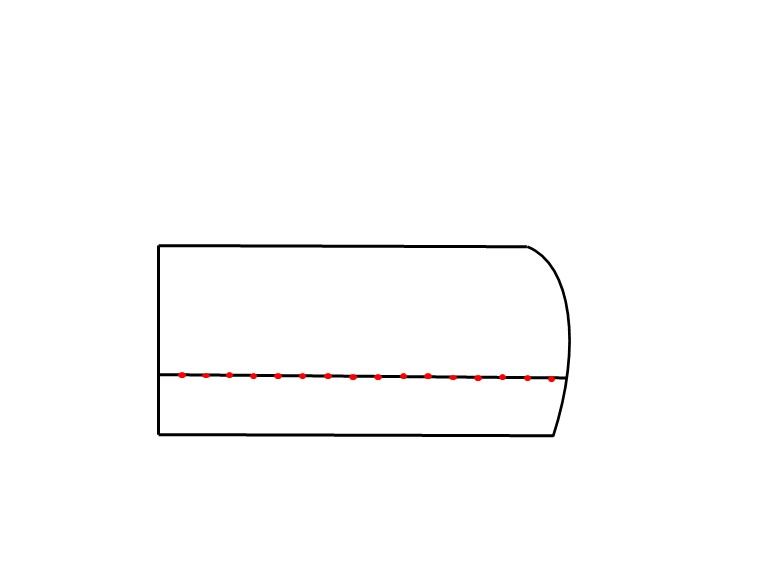 Once done with the last tack, go back to the beginning and use a hammer and dolly to planish each weld dot, working in the same start to finish pattern. Now go back to the beginning and use a 3" cutoff wheel to grind the weld dots down to just above flush, both FRONT AND BACK, as this gets the weld prouds out of the way for both planishing the next sets of weld dots, and also removes all the excess weld that is going to change the heat load. A weld bead can be up to 4-5 times the thickness of the parent metal, grinding it down keeps the effective metal thickness the same throughout. I grind to just above panel height for a weld seam like this, and final cleanup with a 3" roloc sander will be used at the end to dress the seam to the parent metal. Here's a video that shows the grinding process, but as this is a plug weld it is dressed immediately following. Again, a full weld seam gets dressed at the end. Much less chance of taking away too much metal. https://www.youtube.com/watch?v=V2WHT_zMOE8 Now that those welds are down and out of the way, let's add the next set. Here I'll overlap the last set of welds by about 1/3 to 1/2. Whatever the distance of your overlap, keep it consistent throughout. 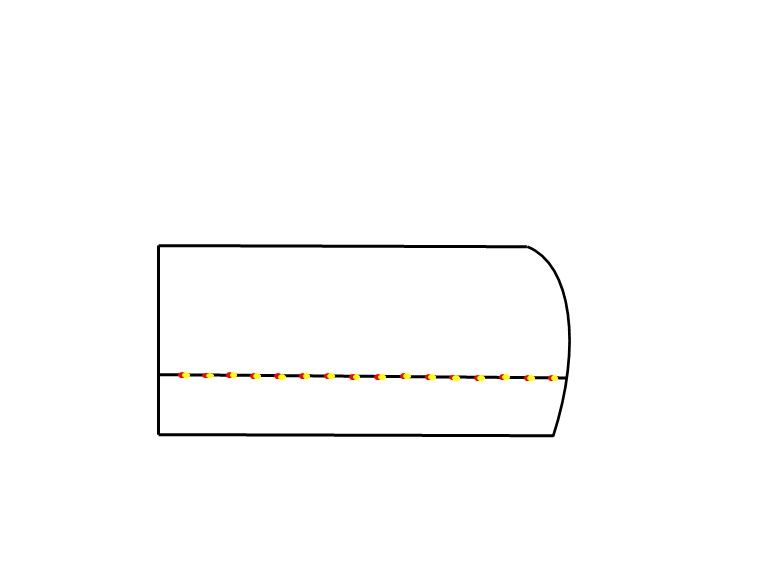 This method helps to eliminate any missed areas like what occurred on the back side of your test piece. Again, start from the same spot you did before, overlap the first weld dot where you started, go the the next, overlap, repeat, until you get to the end. Then go back and repeat the planish from start to finish, then grind weld dots from start to finish, both FRONT AND BACK, and then repeat the overlap process again. Keep repeating the process until the weld seam has been finished, then use a roloc sander to dress the little bit of remaining weld to flush with parent metal, both front and back side. If this sounds like a slow, monotonous process, yes it is, that is the intent. This promotes consistency in the welding process, from fitup through to final welds dressed. At no point is it necessary to cool the welds, by the time planishing and grinding are complete, the welds on the panel are plenty cool to the touch. Any artificial cooling serves no purpose.
__________________
Robert |
|
|
|
|
04-27-2021, 05:04 PM
|
#12 |
|
Registered User
Join Date: Jan 2011
Location: Chattanooga TN
Posts: 6,210
|
Re: Questions for the welding pros
I dont even know what to say..
How can I say Thank you enough brother? Wow. The world needs more people like you. You dont even know me and still took the time to type all this up for me. I appreciate the help for sure. Reading through the information it's amazing to me not only do I see exactly where the 'concave' turns un the body lines moved just like you said, and the convex curves the same. I noticed the metal was moving around for sure, I just used the clamps to try to keep the panels together and butted together as best I could get it. I'll certainly try it without them, or maybe just not as many (?) But I'll experiment with it, and just stay with a straight tight butt joint as best I can on the other bedaide. This is exactly why I posted, I'm just trying to learn from all angles, learn how to control the heat transfer and how the metal moves around. Very very cool stuff. Much appreciated my friend. Thank you so much.
__________________
Chad 1967 C10 SWB - Project Savannah - 6.0/4L80 *Currently underway* 1968 C10 SWB - TOTY 2018, 50th Anniversary Tribute Project * Sold * Pride and Joy 1986 Silverado Short Fleet - Scarlet *Sold* 1985 Silverado Short Fleet *Sold* 2022 Jeep Gladiator Mojave 2001 Jeep Cherokee XJ 4x4 - Lifted, Built 1992 Jeep Cherokee XJ 4x4 - Lifted 2013 Honda Accord EX-L v6 Coupe 6spd (wife's ride) |
|
|
|
|
04-27-2021, 06:43 PM
|
#13 |
|
Senior Member
Join Date: Feb 2014
Location: new smyrna beach fl / 29 palms cal
Posts: 1,727
|
Re: Questions for the welding pros
I wish hed been around fifty or sixty years ago lol !! I look back at all the mistakes I have made thinking I was doing it right including the 65 I just finished, hes a good teacher. dont use even one of those clamps as it will create a gap use magnets
__________________
Hand made A/C vent manifolds for 64-66 trucks adapts any aftermarket A/C to OEM vent |
|
|
|
|
04-27-2021, 09:08 PM
|
#14 |
|
Post Whore
Join Date: May 2015
Location: Alabama
Posts: 14,662
|
Re: Questions for the welding pros
I agree...I switched to magnets from the panel clamps..
__________________
Mongo...aka Greg RIP Dad RIP Jesse 1981 C30 LQ9 NV4500..http://67-72chevytrucks.com/vboard/s...d.php?t=753598 Mongos AD- LS3 TR6060...http://67-72chevytrucks.com/vboard/s...34#post8522334 Columbus..the 1957 IH 4x4...http://67-72chevytrucks.com/vboard/s...63#post8082563 2023 Chevy Z71..daily driver |
|
|
|
|
04-28-2021, 12:14 PM
|
#15 |
|
Senior Member
Join Date: Sep 2014
Location: Wenatchee, Wa
Posts: 924
|
Re: Questions for the welding pros
Great posts thank you!
|

|
|
|
04-28-2021, 02:27 PM
|
#16 | |
|
Registered User
Join Date: Jul 2009
Location: San Jose Ca
Posts: 2,871
|
Re: Questions for the welding pros
Quote:
 Just another option to fit stuff together without gaps.
__________________
David Used parts build: http://67-72chevytrucks.com/vboard/s...d.php?t=638991 My brother's Nova: http://www.67-72chevytrucks.com/vboa...d.php?t=727985 Rear suspension rework: http://www.67-72chevytrucks.com/vboa...d.php?t=750557 Instagram: myfabguy |
|
|
|
|
|
04-28-2021, 02:51 PM
|
#17 |
|
Senior Member
Join Date: Nov 2013
Location: East Tennessee
Posts: 2,187
|
Re: Questions for the welding pros
How about tips for plug welding?
I bought this bed side panel and the stake pocket was mis-aligned enough that the rear cross sill would not go into place. I used an end mill to cut the spot welds and remove it so that I didn't break thru. I plan on plug welding back in the same holes after I get it re-aligned. cleaned off and sprayed with weld-thru primer
__________________
1967 C10 Step side 1968 C10 Step side 1970 Chevrolet K/5 Blazer 1972 Chevrolet K/5 Blazer ............. 
|
|
|
|
|
04-28-2021, 08:05 PM
|
#18 | |
|
Registered User
Join Date: Jan 2013
Location: Leonardtown, MD
Posts: 1,647
|
Re: Questions for the welding pros
Quote:
__________________
Robert |
|
|
|
|
|
04-28-2021, 08:46 PM
|
#19 | |
|
Senior Member
Join Date: Nov 2013
Location: East Tennessee
Posts: 2,187
|
Re: Questions for the welding pros
Quote:
__________________
1967 C10 Step side 1968 C10 Step side 1970 Chevrolet K/5 Blazer 1972 Chevrolet K/5 Blazer .............
|
|
|
|
|
|
04-28-2021, 03:41 PM
|
#20 |
|
Post Whore
Join Date: May 2015
Location: Alabama
Posts: 14,662
|
Re: Questions for the welding pros
71B, When you get you panels lined back up, take a drill bit the size of the spot weld holes, and square the end of it to look like a end mill...stick it in each hole and run with a drill to clean the weld thru primer out of each hole....itll make your spots much cleaner..
Tiny, I had the same issues with the magnets when I used big ones...but when I got a set of panel magnets from Eastwood I didnt have those problems ...I could weld right next to the magnet with no issues
__________________
Mongo...aka Greg RIP Dad RIP Jesse 1981 C30 LQ9 NV4500..http://67-72chevytrucks.com/vboard/s...d.php?t=753598 Mongos AD- LS3 TR6060...http://67-72chevytrucks.com/vboard/s...34#post8522334 Columbus..the 1957 IH 4x4...http://67-72chevytrucks.com/vboard/s...63#post8082563 2023 Chevy Z71..daily driver |
|
|
|
|
04-28-2021, 03:47 PM
|
#21 | |
|
Senior Member
Join Date: Nov 2013
Location: East Tennessee
Posts: 2,187
|
Re: Questions for the welding pros
Quote:
__________________
1967 C10 Step side 1968 C10 Step side 1970 Chevrolet K/5 Blazer 1972 Chevrolet K/5 Blazer .............
|
|
|
|
|
|
04-28-2021, 08:52 PM
|
#22 |
|
Post Whore
Join Date: May 2015
Location: Alabama
Posts: 14,662
|
Re: Questions for the welding pros
When I was doing mine ,I used copper everywhere that I could....just for insurance
__________________
Mongo...aka Greg RIP Dad RIP Jesse 1981 C30 LQ9 NV4500..http://67-72chevytrucks.com/vboard/s...d.php?t=753598 Mongos AD- LS3 TR6060...http://67-72chevytrucks.com/vboard/s...34#post8522334 Columbus..the 1957 IH 4x4...http://67-72chevytrucks.com/vboard/s...63#post8082563 2023 Chevy Z71..daily driver |
|
|
|
|
04-29-2021, 01:43 AM
|
#23 | ||
|
Registered User
Join Date: Jan 2013
Location: Leonardtown, MD
Posts: 1,647
|
Re: Questions for the welding pros
Quote:
Greg, we need to talk....  Get rid of the crutch, it's a heat sink.. Get rid of the crutch, it's a heat sink..Quote:
1/4" isn't too awful big, and if you have a center cutting end mill should be able to use it and clean out the paint inside the plug weld holes (slow speed in cordless drill??). I use a Letter A drill bit for most of my plug welds, a bit higher heat, and faster wire feed. Fills quicker, gets done quicker. Hotter weld setting will give you a flatter plug weld for less cleanup. And NO copper backing. You are adding a heat sink that is going to move you back towards a cold weld. The only time a copper backing should be used is when you have thinned metal (rust), pinholes to fill, or an ill-placed gap to fill. Here's a tutorial on the plug weld bit for cleaning holes. This uses a narrow flat so less likely to remove metal than your end mill. We just want to clean paint out of the hole to improve weld quality. https://www.youtube.com/watch?v=J1jXNfJj2ac .
__________________
Robert |
||
|
|
|
|
04-29-2021, 07:46 AM
|
#24 | |
|
Senior Member
Join Date: Nov 2013
Location: East Tennessee
Posts: 2,187
|
Re: Questions for the welding pros
Quote:
I plan on practicing on some scrap before pulling the trigger on the real thing. Appreciate the tips...I'll post on the outcome... I'm waiting for a tailgate so I can pre assemble the whole mess before I weld anything....should be here today. To the OP: sorry to hijack...I'll start a new thread when I get going...
__________________
1967 C10 Step side 1968 C10 Step side 1970 Chevrolet K/5 Blazer 1972 Chevrolet K/5 Blazer .............
|
|
|
|
|
|
04-29-2021, 07:03 AM
|
#25 |
|
Post Whore
Join Date: May 2015
Location: Alabama
Posts: 14,662
|
Re: Questions for the welding pros
haha...i thought that was the point....something to absorb the heat..
my old welder doesnt have infinite setting to fine tune the amps..ive 4 amp positions...wire speed is the only thing i can control...and its ifi at best..sometimes has a mind of its own..its a old welder my new welder has total control over amps and wire speed and does tig....but i dont have it setup yet as i got to many things going on right now...
__________________
Mongo...aka Greg RIP Dad RIP Jesse 1981 C30 LQ9 NV4500..http://67-72chevytrucks.com/vboard/s...d.php?t=753598 Mongos AD- LS3 TR6060...http://67-72chevytrucks.com/vboard/s...34#post8522334 Columbus..the 1957 IH 4x4...http://67-72chevytrucks.com/vboard/s...63#post8082563 2023 Chevy Z71..daily driver |
|
|
|
|
| Bookmarks |
|
|








 Hybrid Mode
Hybrid Mode
